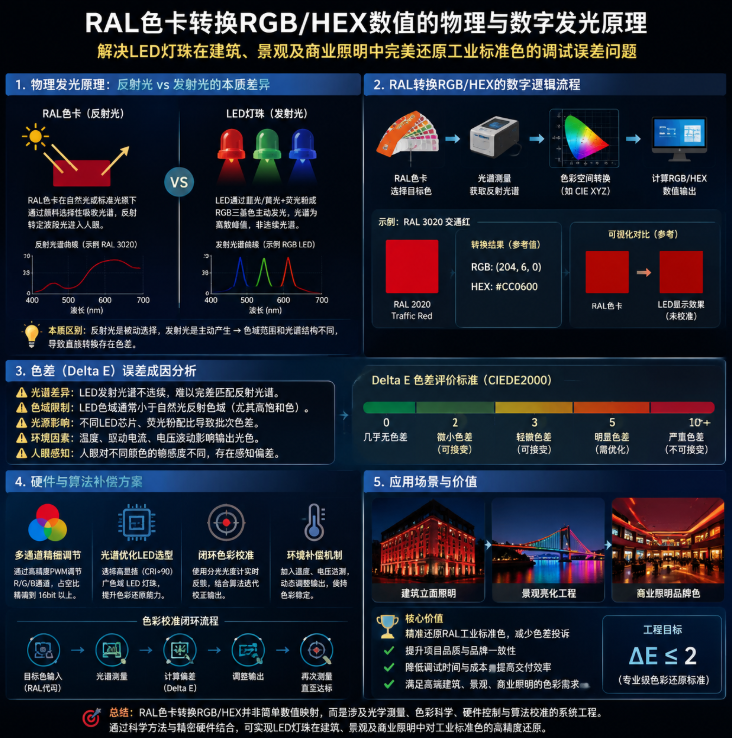
深入解析高频led芯片焊接原理,对比超声波键合、共晶焊接与感应加热技术,提供温度、频率及压力参数控制指南,解决死灯、虚焊与空洞率问题。
LED芯片的散热与导电性能直接取决于其封装工艺。高频led芯片焊接原理主要通过超声波摩擦能量或共晶合金的瞬间熔融,实现芯片与基板在微观原子层面的无缝结合。掌握这一原理并精确控制焊接参数,是解决大功率LED死灯、虚焊、降低热阻并延长使用寿命的关键。
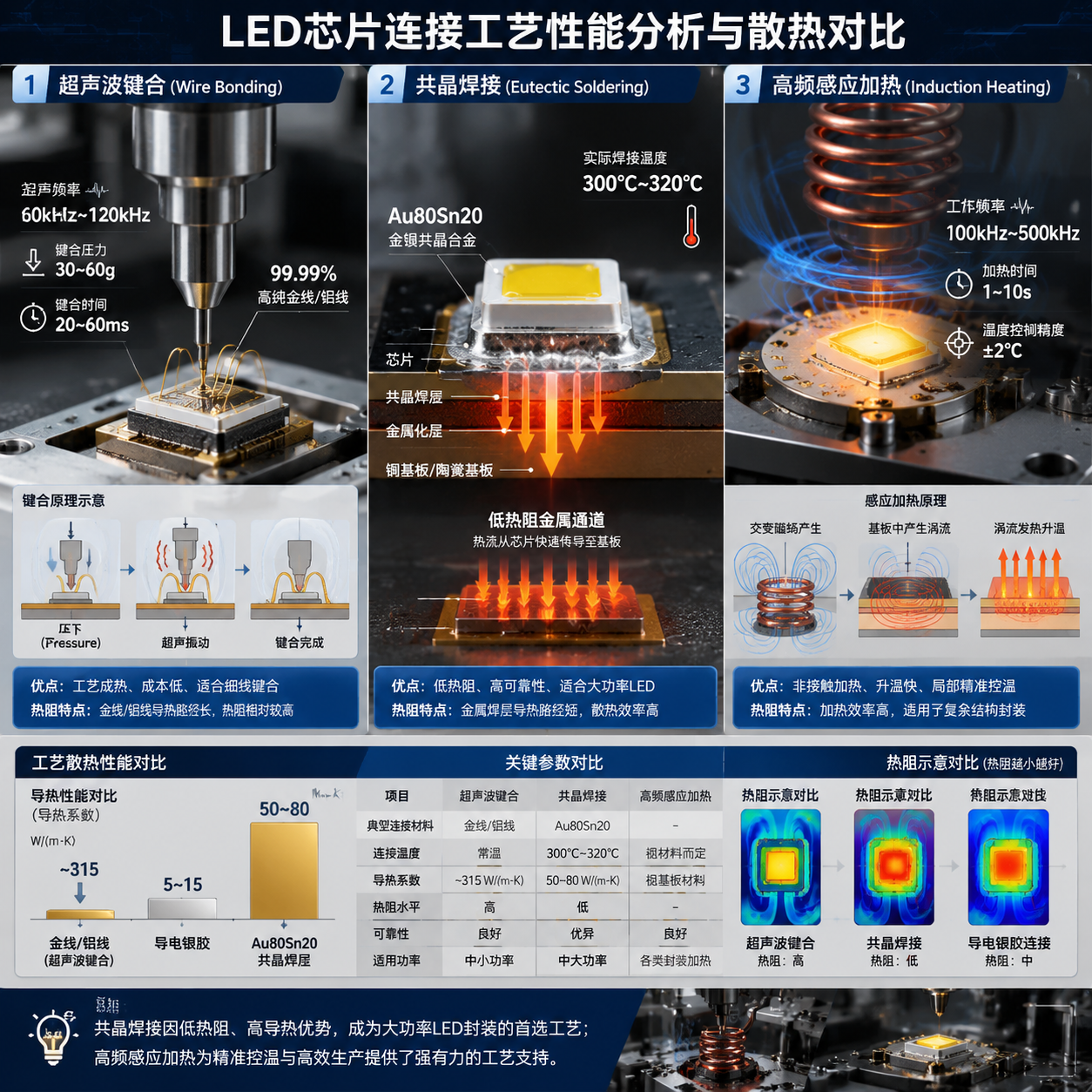
| 焊接技术 | 核心机制 | 散热效果 | 适用材料 |
|---|---|---|---|
| 超声波键合 | 高频振动,金属原子相互扩散 | 中等 | 99.99%高纯金线、铝线 |
| 共晶焊接 | 特定温度下金锡合金瞬间熔融 | 极佳 | 金锡焊片(Au80Sn20) |
| 高频感应 | 电磁涡流局部快速加热 | 良好 | 铜基板、陶瓷基板 |
1. 高频led芯片焊接原理的核心机制
超声波键合:高频振动下的原子扩散
超声波键合无须将整个组件加热至高温,而是依赖每秒数万次的高频机械振动。当超声波换能器驱动劈刀时,金线在芯片电极表面高速摩擦,瞬间破碎金属表面的氧化层。在一定的压力下,接触界面的金属原子发生相互扩散与晶格重组,形成牢固的金属键合。这种物理连接无需介质,具备极佳的导电性与稳定性。
共晶焊接:特定温度下的液相合金化
共晶焊接是一种通过共晶合金实现高强度、低热阻连接的工艺。以常用的金锡合金(Au80Sn20)为例,金与锡的单质熔点分别高达1064℃和232℃,但在特定配比下,该合金在280℃的共晶温度下会瞬间熔化并固化。在焊接过程中,芯片底部的金属层与基板焊盘在共晶温度下发生原子扩散,形成高致密度的金属连接层。恒彩电子在制造大功率、高可靠性LED器件时,常采用此工艺来保证热通道的畅通。
2. 芯片连接工艺的性能对比分析
导电银胶的散热局限
传统封装常用导电银胶(环氧树脂填充银粉)固定芯片。虽然其固化工艺简单,但由于环氧树脂属于热不良导体,其整体导热系数通常仅为5~15 W/(m·K)。在高功率LED持续工作时,积聚的热量无法及时导出,易导致胶体热老化、变黄,甚至引起芯片脱落与光衰。
共晶焊接的超低热阻优势
相较于导电银胶,共晶焊接层为纯金属合金,导热系数可达50~80 W/(m·K)以上。芯片工作时产生的热量能通过共晶层迅速传导至陶瓷或铜基板,将芯片结温控制在安全范围内。同时,金属共晶层具有极高的机械强度与抗热震性能,能够承受严苛的冷热循环冲击。
超声波键合在引线连接中的角色
在LED封装中,共晶焊接与超声波键合通常协同工作。共晶焊接负责芯片底部的固晶与散热,而超声波键合则负责芯片正面电极与外部引脚的电气连接。通过高纯金线(99.99%)的超声键合,确保电流能够稳定地输入芯片内部,二者互为补充。
3. 高频感应加热在LED精密焊接中的应用
电磁感应的非接触式加热
高频感应加热利用高频电流通过感应线圈产生交变磁场。当导电基板置于磁场中时,其内部会产生涡流并因自身电阻快速发热。这种非接触式的加热方式避免了物理接触带来的污染,确保了封装环境的清洁度。
局部精准控温与芯片保护
由于LED芯片的发光外延层对高温极为敏感,整体加热易导致半导体材料退化。高频感应加热可将热量精确局限在基板及焊接区域,避免热量传导至芯片活性区,最大程度保护了发光效率及器件结构。
工业化连续生产的效率优势
传统热板升温缓慢,而高频感应加热可在数秒内完成局部温升,使单点焊接周期缩短至毫秒级。这种高效、可控的加热机制极大地提升了现代化封装产线的产能,并降低了生产能耗。
4. 焊接工艺的关键控制参数指南
频率与超声能量的匹配
在超声波键合中,常用频率范围为60 kHz至120 kHz。频率过低会导致摩擦不充分、键合强度不足;频率过高则可能因振动过载震裂芯片的金属电极盘。因此,需根据电极材料硬度精确匹配超声波功率与时间。
共晶焊接的温度曲线控制
以金锡共晶(280℃)为例,实际焊接温度通常控制在300℃~320℃之间,以确保焊料具备良好的流动性。升温速率与冷却速率须严格控制,降温过快易在共晶层内产生残留热应力,导致后期使用中出现微裂纹。
压力控制与动态反馈
焊接压力通常限制在数十克级别。压力过小易导致焊料与电极接触不良,产生空洞;压力过大则会导致芯片压伤或硅片隐裂。现代精密固晶设备多采用微秒级压力动态控制,以确保受力均匀。
行业共识指出:焊接界面是LED芯片的“热血管”,其不仅承载电流流转,更决定了热量的导出速度。高品质的焊接工艺能使大功率LED的使用寿命实现倍增。
5. Mini/Micro LED巨量焊接的技术趋势
巨量转移与传统焊接的瓶颈
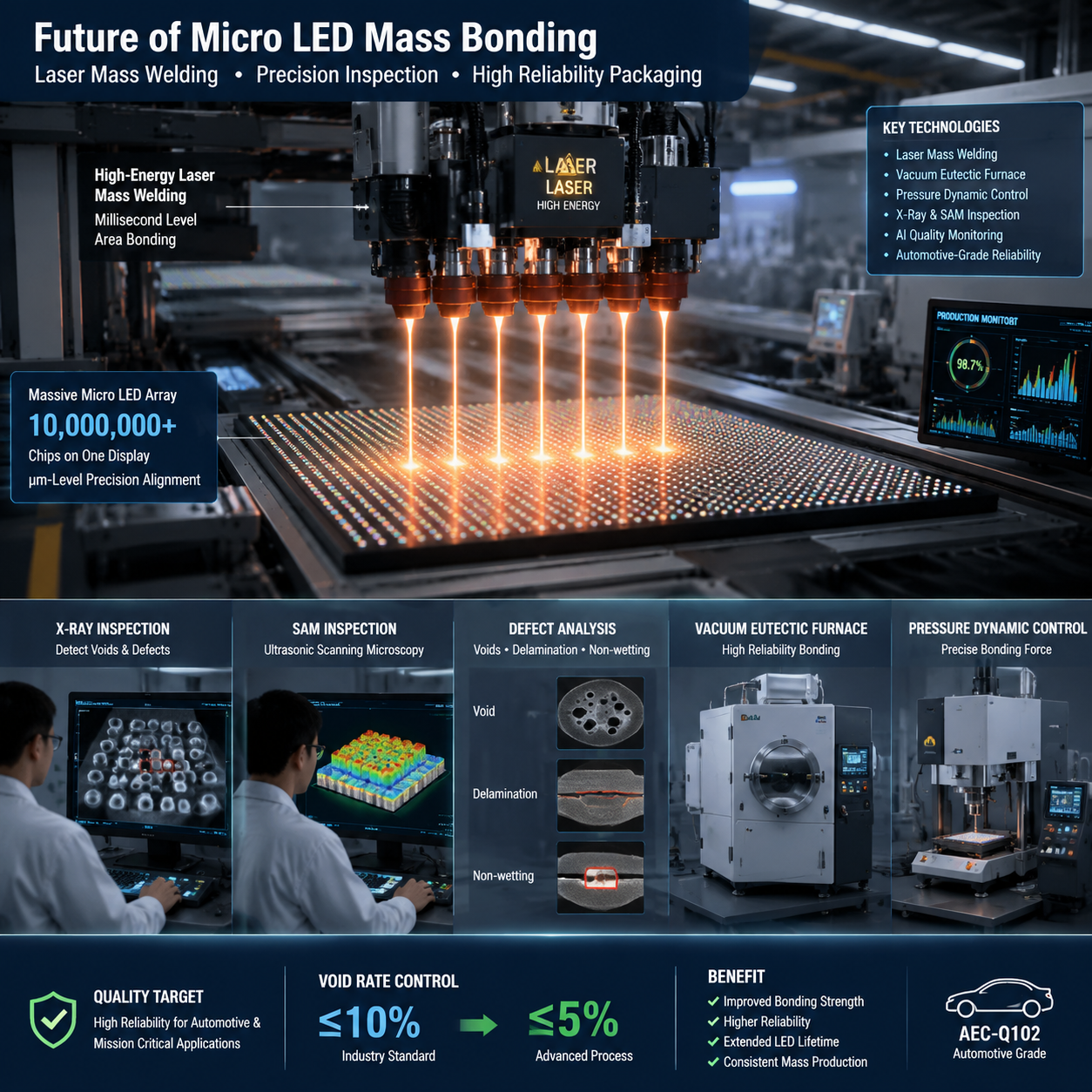
随着超高分辨率显示技术的发展,Mini/Micro LED芯片尺寸缩减至微米级。单块屏幕集成数百万颗芯片,传统的单点机械键合在效率和精度上均无法满足量产需求。
激光巨量焊接工艺的引入
激光巨量焊接通过高能量激光束照射芯片阵列,实现非接触式区域快速加热。其可在毫秒内同时熔化成千上万个微米级焊点的共晶焊料,极大地提升了新型显示面板的组装效率。
工业化连续生产的效率优势
目前,巨量焊接面临的主要挑战在于保证大面积区域内热量分布的均匀性,避免局部过热损坏周边驱动电路。控制激光焦深与能量分布是当前设备技术升级的核心方向。
6. 常见焊接缺陷诊断与解决方案
虚焊与假焊的排查
虚焊通常表现为电性能不稳定或接触电阻过大。主要诱因为焊接表面存在氧化物、油污或焊接温度未达共晶点。在实际高功率模组的开发过程中,研发人员可通过引入真空超声波清洗,并定期使用测温仪校准焊接工作台的实际温度来解决该问题。
焊料层空洞率的控制
空洞会阻碍热流传输。为降低空洞率,需保证焊片或锡膏的印刷厚度均匀,并在共晶工艺中引入真空共晶炉,在熔融状态下通过负压抽出气泡,将空洞率严格控制在10%以下,确保其通过严苛的可靠性测试。
电极剥离与金线断裂的预防
在超声键合中,若拉力测试发现金线根部断裂或芯片电极剥离,通常与超声功率偏大或劈刀磨损有关。建议通过拉力仪和剪切力测试,动态微调键合压力与超声释放曲线,以寻找最佳平衡窗口。
7. 常见用户疑问解答 (FAQ)
Q1: 如何判断LED芯片焊接是否存在虚焊?
可通过在线电性能测试(检测VF电压异常)或剪切力测试进行初步判定。高要求应用中,通常使用X光检测仪(X-Ray)或超声波扫描显微镜(SAM)观察焊接界面的结合情况,虚焊区域通常会出现明显的界面分层信号。
Q2: 金锡共晶焊接中空洞率一般控制在什么范围?
在普通工业级封装中,空洞率通常控制在15%以内;而在高可靠性的车规级LED或高功率激光器封装中,空洞率须控制在10%甚至5%以下,以确保散热通道畅通,防止出现局部过热失效。
Q3: 为什么超声波键合不适用于大功率LED的底座固晶?
超声波键合适用于细金属丝(如金线、铝线)的引线键合,其接触面积较小。而大功率LED底座固晶需要承受极高的热流密度,必须采用接触面积大、热导率高的共晶焊接或高热导率导电胶,以提供足够的散热通路。
上一篇:185nm紫外灯(185nm真空紫外线灯管工作原理与选购指南)
下一篇:没有了