很多LED封装工厂在导入铜线工艺后,良率迟迟上不去,最后查下来发现是第一焊点的铝层太薄被压穿了。这个问题在行业里非常普遍,却经常被忽视。本文基于LED支架焊接铝层厚度的核心知识点,帮你搞清楚标准是什么、怎么检测、怎么选对支架。
焊接铝层到底是什么,为什么那么重要
LED支架上的焊接铝层,指的是支架芯片焊盘区域表面的铝金属镀层,它是芯片键合(wire bonding)第一焊点的直接接触面。
键合线(金线或铜线)打下去的时候,超声波能量会直接作用在这层铝上。铝层的厚度直接决定了焊点能不能稳定形成,以及后续使用中能不能扛住热冲击和机械应力。
简单说:铝层太薄,焊点就没有根基。
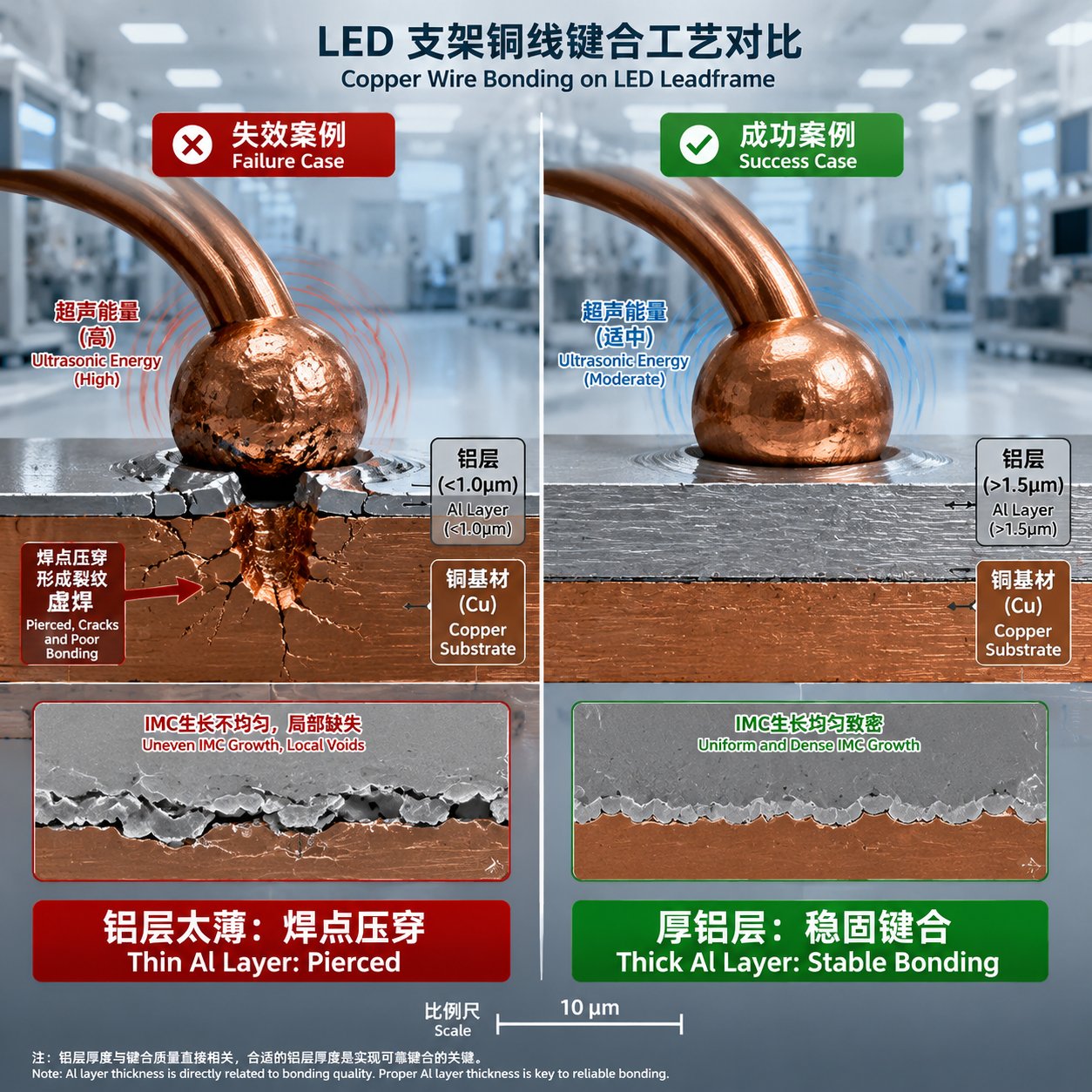
常见的失效模式有两种:
- 铝层被穿透:铜线焊接时超声波功率大,1μm以下的铝层很容易被直接打穿,导致焊点落在底层金属上,结合力差
- 铝层剥离:铝层与基材结合不牢,在热循环过程中发生分层,最终焊点脱落
这两种失效在铜线工艺下尤其突出,因为铜线焊接所需的USG(超声波)参数比金线高,对铝层的冲击更大。
铝层厚度的行业标准是多少
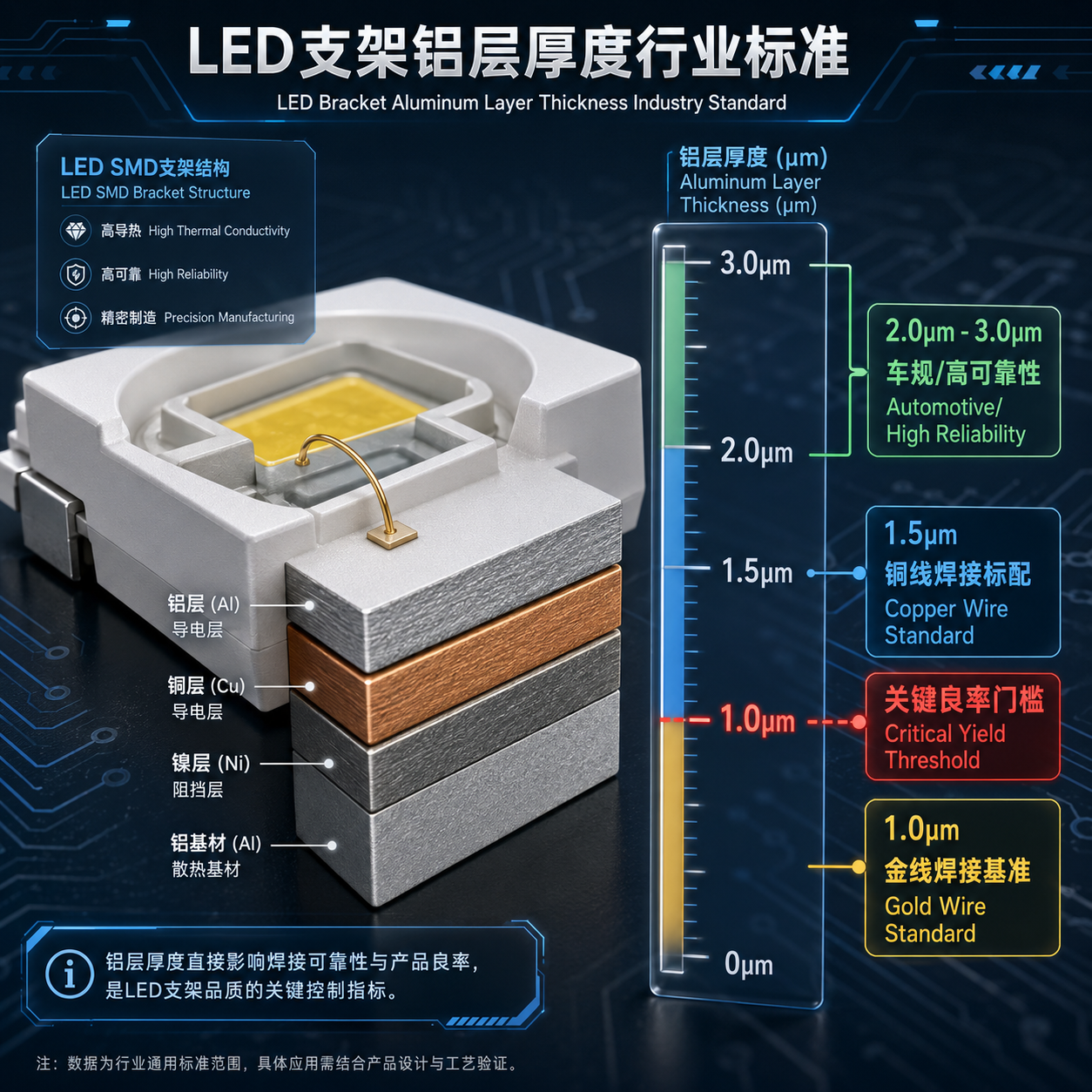
目前行业内对LED支架焊接铝层厚度没有一个统一强制标准,但根据主流封装厂的工艺要求和材料供应商的技术规范,有几个普遍认可的参考值:
关键门槛是1μm。铝层厚度低于1μm时,铜线工艺下第一焊点的铝层损坏问题会显著增加,这在多个封装厂的工艺验证数据中都有记录。
恒彩电子在其SMD支架产品线中,对铜线工艺支架的焊接铝层厚度设定了≥1.8μm的内控标准,并在出货前通过FIB截面分析进行抽检验证,这个标准比行业基准要严格一些。
铝层薄了会出什么问题:真实案例
一家做室内显示屏的封装厂,2024年切换铜线工艺后,初期良率只有91%左右,远低于预期的97%+。
排查下来,问题出在支架供应商的铝层厚度上——实测均值只有0.7μm,最薄处不到0.5μm。在铜线焊接的超声波和压力作用下,铝层被穿透,第一焊点直接落在铜基材上,由于铜-铝界面的金属间化合物问题,焊点拉力值只有正常的60%左右。
换了铝层厚度≥1.5μm的支架之后,相同工艺参数下良率回升到97.2%。
这个案例说明一点:换铜线工艺之前,一定要先确认支架铝层规格,这步不做,后面优化USG参数都是治标不治本。
怎么检测铝层厚度:三种方法对比

支架铝层厚度不是用肉眼能看出来的,需要借助专业设备。目前主流有三种方法:
手工机械研磨截面(金相法)
- 原理:把支架切片后机械研磨抛光,在金相显微镜下观察截面
- 优点:成本低,可以看比较大面积的截面
- 缺点:研磨过程容易造成铝层变形、褶皱或脱落,对1μm以下薄铝层的测量误差很大,容易产生假象
- 适用场景:初步筛查,不适合精确定量
氩离子抛光截面(CP法)
- 原理:用氩离子束在低温下把截面打出来,避免机械损伤
- 优点:截面平整,铝层形貌真实,测量精度比金相法高很多
- 缺点:设备贵,处理速度慢
- 适用场景:工艺开发阶段的深度分析
FIB(聚焦离子束)截面分析
- 原理:用高聚焦离子束在特定位置精确切割,配合SEM观察
- 优点:精度最高,可以精确定位到某个焊盘的特定位置,还能看到镀层内部的晶体结构
- 缺点:成本最高,分析周期长
- 适用场景:失效分析、高端产品验证
对于采购方来说,要求供应商提供FIB或CP截面报告是最可靠的验证方式。仅凭供应商口头声称的厚度参数是不够的。
影响铝层厚度均匀性的几个关键因素
铝层不只是"厚不厚"的问题,均匀性同样重要。同一个支架上,不同位置的铝层厚度差异过大,会导致部分焊点强度达标、部分焊点不合格,这种批次内差异在失效分析时最难排查。
影响均匀性的主要因素:
1. 镀铝工艺
物理气相沉积(PVD)中的磁控溅射工艺,绕镀性和均匀性比电阻加热蒸发工艺更好。支架形状复杂的区域(比如杯底)容易出现镀层偏薄的情况,需要工艺端专门优化。
2. 支架设计
杯底深度、焊盘面积、以及支架排布密度都会影响镀铝时的遮蔽效应。杯底越深,镀铝越难均匀覆盖。
3. 基材处理
铝层与基材(通常是铜合金)之间的附着力取决于前处理工艺是否彻底。基材表面有油污或氧化层,会导致铝层结合力差,在后续热循环中出现分层。
4. 生产过程控制
批次间一致性是体现供应商管控能力的核心指标。同一型号不同批次之间,铝层厚度的波动范围应该控制在±0.3μm以内。
铜线工艺下铝层的3个常见坑
如果你的工厂正在用铜线工艺或者打算切换,这几个问题值得提前了解:
坑一:直接用金线支架做铜线焊接
金线对铝层的要求比铜线低,所以针对金线设计的支架铝层通常在0.8~1.2μm。直接用这类支架做铜线焊接,第一焊点铝层损坏率会明显上升。需要明确告知支架供应商你的键合线类型,要求针对性规格。
坑二:只看平均厚度,忽视最小值
供应商报告的铝层厚度通常是多点测量的平均值。但如果最小值差异大,平均值再漂亮也没意义。合理的要求应该是:平均值≥X μm,且最小值不低于平均值的80%。
坑三:忽视铝层的长期稳定性
铝在空气中会自然氧化形成氧化铝,氧化铝层会影响焊接可靠性。支架的存储条件(温湿度)和存储寿命对铝层状态有直接影响。一般建议支架开封后在72小时内完成焊接,超期存储的支架需要重新验证焊接参数。
选购LED支架时,关于铝层厚度应该怎么问
很多采购在选支架的时候只看外观和价格,等出了焊接问题才开始追溯材料规格。其实在询价阶段就可以提几个关键问题:
必问清单:
- 焊接铝层的标称厚度是多少?有没有检测报告?
- 检测方法是什么?(金相/CP/FIB)
- 铝层厚度的均匀性公差是多少?
- 该规格是否兼容铜线工艺?
- 支架存储寿命和存储条件要求是什么?
- 是否有铜线焊接的工艺验证数据(焊点拉力值、推力值)?
供应商能清楚回答上面这些问题,基本上说明他们对自己产品是有底的。如果连铝层厚度都说不清楚,建议谨慎。
常见问题解答
Q:铝层越厚越好吗?
不一定。铝层太厚(比如超过5μm)会增加镀铝成本,而且过厚的铝层在焊接时反而可能影响超声波能量传导到底层金属,导致第二焊点附着力下降。行业普遍认可的范围是1.5~3.0μm,在这个范围内根据应用场景选择就够了。
Q:铝层损坏了能修复吗?
不能。铝层一旦在焊接过程中被穿透或损伤,对应的焊点可靠性就已经受损,无法通过后续工序补救。所以铝层厚度是一个需要在来料验收阶段就把控好的指标。
Q:LED封装用的键合铝线和支架铝层是一回事吗?
不是。键合铝线是用来连接芯片和支架之间的导线,通常直径在25~50μm,是独立的耗材。支架铝层是支架焊盘表面的镀层,两者在功能和规格上完全不同。
Q:国标或IEC对铝层厚度有没有强制规定?
目前没有专门针对LED支架铝层厚度的强制国标。相关要求散落在封装工艺规范和企业标准中。IEC 62031(LED模块通用安全要求)关注的是整体可靠性,不直接规定铝层厚度。选择有自主内控标准并能提供检测报告的供应商,比依赖强制标准更实际。
LED支架的焊接铝层厚度,是一个容易被忽视但影响很大的基础参数。铜线工艺的普及让这个问题变得更加突出。在选型阶段做好规格确认、在来料阶段做好检测验证,能省去大量后续的良率排查工作。如果你在铝层规格选择或铜线工艺导入上还有具体问题,欢迎进一步交流。