频繁的“死灯”和热胀冷缩导致的引线断裂,是LED制造中最致命的良率杀手。要彻底解决微米级电极脱落问题,核心在于精准控制工艺参数。本文将深度拆解重庆led封装引线键合工具的运行逻辑,用客观的工程数据为您揭示如何通过优化键合张力与超声波频率,将量产良品率稳定在99.9%以上。

为什么微米级键合直接决定LED灯珠的生死?
在显微镜下,看似连接完好的金属线,往往隐藏着致命的微观裂纹。微米级的物理规律要求我们必须用数据化思维来审视整个封装过程。
场景痛点一:高低温冲击下的“死灯”危机
生产车间里,一批即将交付的车规级大功率LED正在进行-40℃至105℃的冷热冲击测试。仅仅循环了50次,就有3%的灯珠出现了微闪甚至彻底“死灯”的致命缺陷。
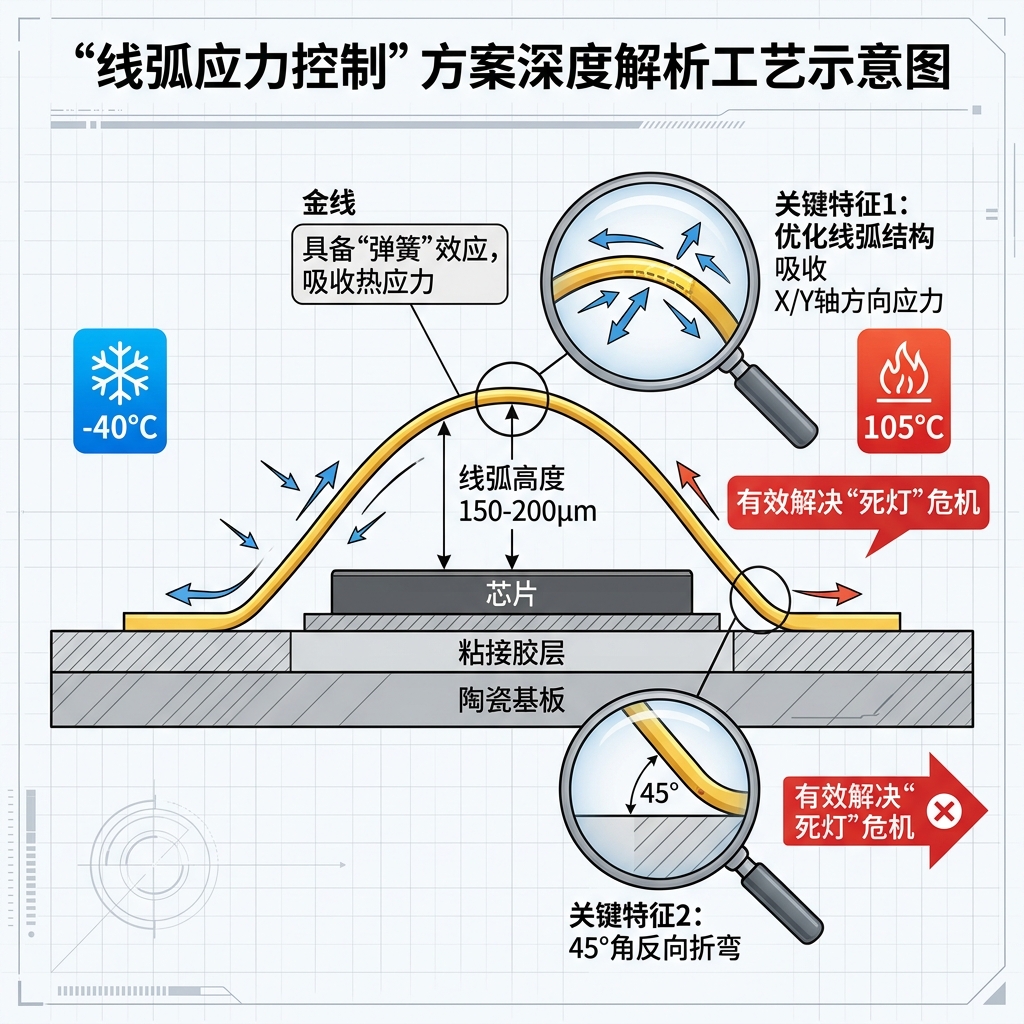
这种高频危机的根本原因,在于键合引线的弧度无法吸收由于陶瓷基板与硅胶热膨胀系数(CTE)差异产生的巨大拉扯力,导致金属线在颈部(Neck)发生疲劳断裂。
解决方案:此时必须调用重庆led封装引线键合工具的自定义线弧控制功能。将线弧高度(Loop Height)精准设定在150-200微米区间,并配合45度角的反向折弯工艺。这种操作能在微观层面上人为制造出一个“应力缓冲弹簧”,有效吸收热应力,直接将冷热冲击测试的通过率拉升至行业标准的最高线。
场景痛点二:铜线替代金线时的极速氧化与脱焊
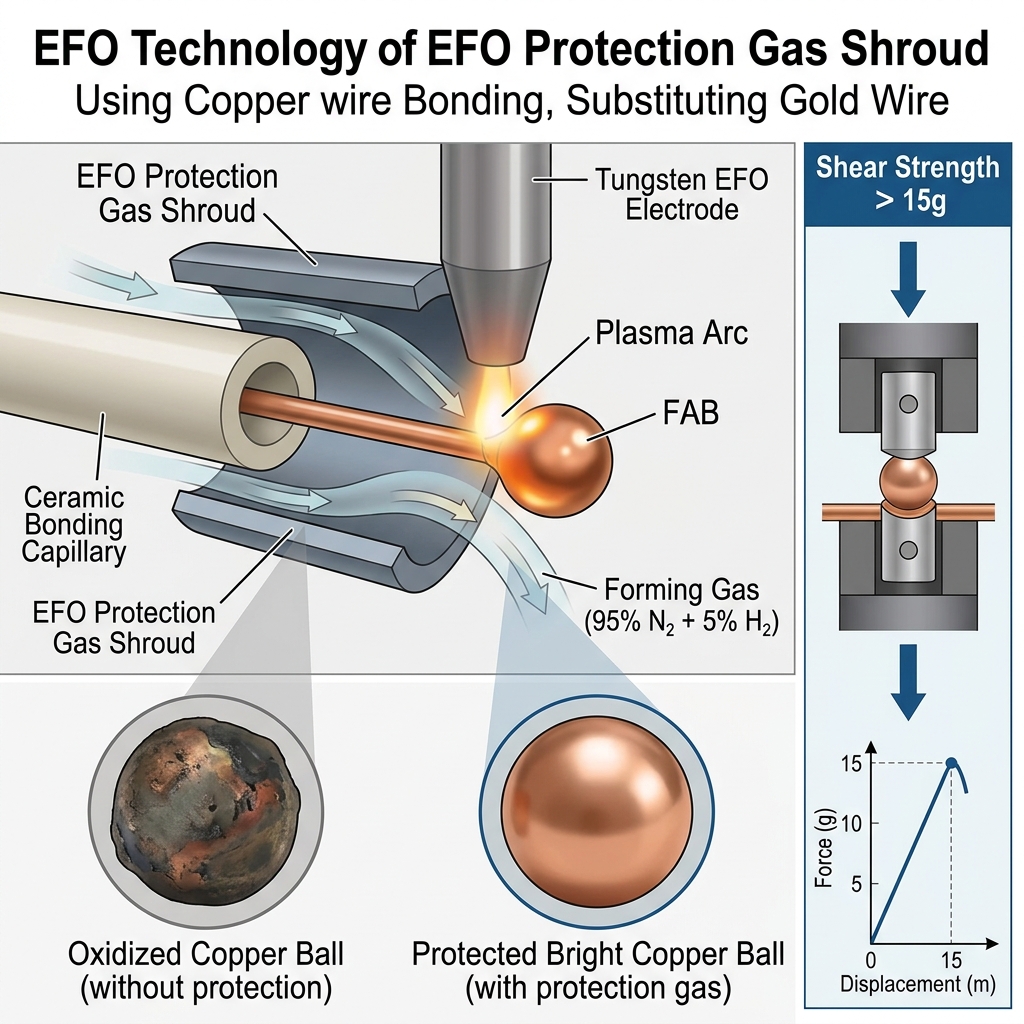
为了降低BOM(物料清单)成本,工厂决定将纯金线替换为合金铜线。但在试产时发现,铜线在成球阶段瞬间氧化,导致第二焊点(Wedge Bond)的推拉力测试数据极差,良率暴跌。
解决方案:现代高端键合设备通过引入电子打火(EFO)保护气罩来攻克这一痛点。在电火花放电的瞬间,设备需以毫秒级的速度喷射Forming Gas(95%氮气+5%氢气)。氢气的还原作用能瞬间消除高温铜丝表面的氧化层,使最终焊点的剪切强度(Shear Strength)稳定达到15克以上的优异标准。
重庆led封装引线键合工具的主流技术路线对比
不同的终端应用场景对设备的工作原理提出了截然不同的要求。以下是目前市场上主流技术的客观数据对比:
| 设备核心类型 | 物理连接原理 | 适用线材与工艺 | 核心工程优势 |
|---|---|---|---|
| 球焊机 (Ball Bonder) | 高压电火花熔球 + 超声波热压键合 | 纯金线、镀钯铜线 (直径15-50μm) | 接触面积大,UPH(单位小时产能)极高,适合常规贴片LED。 |
| 楔合机 (Wedge Bonder) | 纯超声波摩擦 + 楔形劈刀施压 | 铝线、粗铜合金线 (直径可达500μm) | 焊点低矮,无需加热基板,完美适配大功率特种散热光源。 |
| 全自动视觉键合机 | 亚微米级光学定位 + 闭环伺服控制 | 兼容多种线材的高密度封装 | 具备PR(图像识别)自动补偿,消除人工对位误差。 |
依托本地化供应链的隐性红利
重庆作为西南电子制造的核心枢纽,拥有极其完善的半导体配套生态。在本地进行设备选型,意味着极低的备件物流成本与极速的响应时间。
当超声波换能器出现频偏,或劈刀(Capillary)需要紧急更换时,本地工程师能在4小时内携原厂配件抵达车间。这种极速的本地化运维保障,是维持工厂OEE(设备综合效率)不低于85%的关键底牌。
高精密封装工艺与材料选型的底层逻辑
顶级的制造设备必须配合严苛的材料科学,才能发挥出最大效能。在光电制造领域的资深企业恒彩电子的实战经验中,高标准封装工艺始终建立在底层数据的精确匹配之上。
深度拆解优质灯珠的原材料配置
一颗具备50,000小时光衰寿命的高品质LED,其内部材料构成极其考究。底层通常采用高导热系数(170 W/m·K)的氮化铝陶瓷基板,以确保热量瞬间导出。
内部键合则采用纯度高达99.99%的特制合金金线,保证极佳的延展性与低电阻率。外层封装硅胶必须具备高透光率及极强的抗UV老化能力。只有原材料的物理参数与键合设备的下压力量(Bond Force)、超声时间(Bond Time)完美咬合,才能避免微观界面的剥离。
核心工艺常见问题解答 (FAQ)
1. 为什么LED封装必须依赖引线键合?
LED发光晶片上的电极焊盘通常只有70-100微米大小,常规的SMT贴片工艺根本无法进行如此微小的电气连接。引线键合技术利用超声波与热能的协同作用,在原子层面上实现金属晶格的互相渗透,这是目前建立微米级高可靠性电流通道的唯一成熟方案。
2. 常规焊接与微观键合设备的本质区别是什么?
常规电焊依赖数千度的高温使金属熔化融合,这会瞬间烧毁脆弱的半导体芯片。而引线键合采用的是固相焊接技术。它将基板预热至150℃-200℃,再施加60kHz-120kHz的高频超声波,利用高频摩擦破坏金属表面的氧化膜,使金属原子在未达到熔点的情况下实现紧密结合。
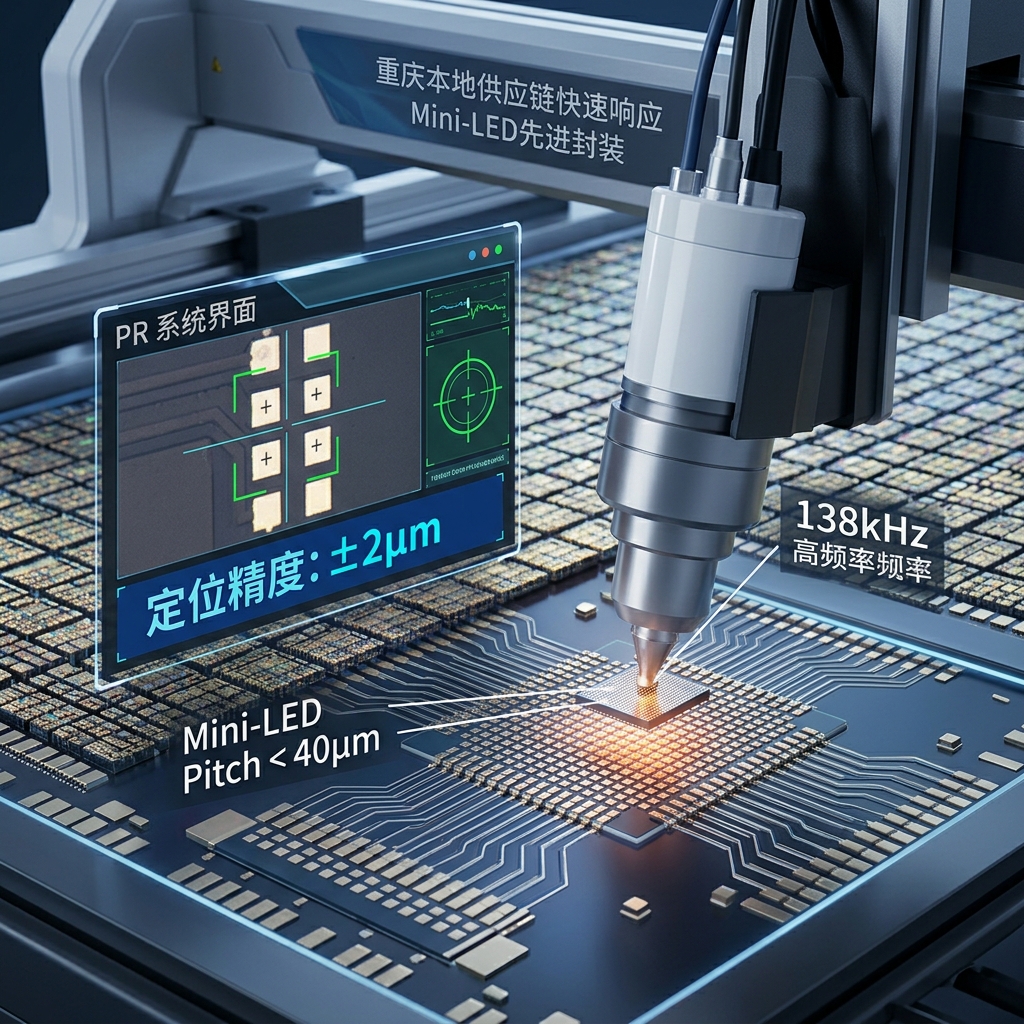
3. 针对Mini-LED的微小焊盘,键合设备需要具备哪些关键参数?
随着Mini-LED的普及,焊盘间距(Pitch)缩小至40微米以下。此时选型的设备必须具备±2微米的极高轴向定位精度,且需配备高频换能器(138kHz以上)。高频能有效减小超声波振幅,防止在焊接极细金线(如15微米)时震碎娇嫩的Mini-LED芯片电极。
4. 铜线替代金线时,如何避免设备劈刀(Capillary)频繁堵塞?
铜的硬度比金高出约30%,极易在劈刀内孔产生刮擦与碎屑累积。必须选用专为铜线设计的高密度陶瓷劈刀(通常带有特殊的内孔抛光工艺与更大的倒角角度)。同时,需严格将车间的相对湿度控制在40%-50%之间,防止铜屑因受潮粘结而堵塞导线孔。