3535rgb灯珠焊盘尺寸设计直接关系到LED贴片质量与散热性能。本文为您提供从PCB封装设计到SMT回流焊接的全流程技术参数与优化策略,帮助工程师有效预防焊接短路、立碑及死灯问题。

| 关键参数 | 推荐设计尺寸 | 作用说明 |
|---|---|---|
| 灯珠外形尺寸 | 3.5mm x 3.5mm | 决定PCB整体布局空间 |
| 引脚焊盘宽度 | 0.70mm - 0.85mm | 确保焊接牢固度 |
| 引脚焊盘长度 | 0.80mm - 0.95mm | 提供足够的上锡面积 |
| 焊盘间距 (Gap) | 0.50mm - 0.60mm | 防止相邻引脚连锡短路 |
| 散热焊盘 (如有) | 1.6mm x 1.6mm | 快速导出热量,延长寿命 |
| 阻焊开窗单边放大 | 0.05mm - 0.08mm | 防止绿油覆盖焊盘 |
3535rgb灯珠焊盘尺寸的核心规格与材料拆解
什么是3535rgb灯珠的外观与引脚结构
3535rgb灯珠在LED发光元件中应用广泛。其外形尺寸长宽均为3.5mm,高度通常在1.4mm至2.8mm之间。得益于紧凑的封装设计,该灯珠可在极小的空间内集成红、绿、蓝三色发光芯片,实现丰富的色彩混光效果。
其底部通常配备4个或6个金属引脚,用于与PCB电路板建立电气与物理连接。在进行PCB设计时,引脚定位的精确度直接影响贴片精度与长期使用的可靠性。若焊盘设计不当,不仅易导致贴片偏位,还可能因散热不畅加速器件老化。
3535rgb灯珠的常见焊盘尺寸参数
不同厂家的3535rgb灯珠引脚尺寸存在微小差异,但行业普遍采用一套标准化的设计规范。以常见的四脚3535rgb灯珠为例,其引脚宽度通常约为0.75mm。
为了确保焊接稳固性,PCB焊盘需略大于引脚实际尺寸。推荐将PCB焊盘宽度设计为0.85mm,长度设计为0.95mm,焊盘间距保持在0.50mm至0.60mm之间。此设计可确保锡膏熔化后均匀包裹引脚,形成稳固的爬锡高度,提升抗拉强度。
3535rgb灯珠的内部原材料深度拆解
理解焊盘尺寸的重要性,需要从灯珠的内部结构说起:
- 发光芯片:内部集成红、绿、蓝三色半导体芯片。
- 金线:直径仅为数十微米的金线,连接芯片与底部引脚。
- 铜支架:引脚作为支架的延伸,兼顾导电与导热双重功能。
- 封装硅胶:包覆芯片与金线,起到防潮、防尘的保护作用。
若PCB焊盘面积不足,铜支架的热量无法及时传导至基板,积聚的高温会导致金线因热应力断裂,引发死灯故障。
封装材料对热膨胀系数的影响
灯珠内部各材料的热膨胀系数(CTE)差异显著。金属铜在受热时膨胀率较低,而封装硅胶的热膨胀系数较大。当焊盘散热设计不佳时,工作产生的热量在底部积聚,导致硅胶剧烈膨胀并拉扯内部金线。一旦金线拉断,就会出现断路、闪烁或死灯现象。因此,合理的焊盘尺寸与散热通路是缓解热应力影响的核心。
PCB设计中3535rgb灯珠封装的精确绘制步骤
焊盘的精确定位与绘制
在EDA软件(如Altium Designer、Allegro等)中建立元件库时,需以规格书确定的中心点为基准。定位一号引脚后,依次放置其他引脚焊盘。对于六脚3535rgb灯珠,焊盘坐标需精确至0.01mm。通常其焊盘中心距为1.25mm,设计时必须使用对齐工具,确保焊盘排列的一致性,防止贴片偏差。
阻焊层与钢网层的专业设置
阻焊层(Solder Mask)设计至关重要。为防止绿油覆盖焊盘影响焊接质量,阻焊开窗通常需单边放大0.05mm,确保铜皮完全暴露。同时,钢网层(Paste Mask)的设计直接影响锡膏印刷量。钢网开孔一般建议与焊盘等大,或在宽度方向微调缩小0.02mm,以严控锡膏释放量,防止回流焊时产生锡珠。
丝印层与极性标记的绘制
丝印层虽不参与电气连接,但对装配和检修具有指导意义。在焊盘外围,应绘制一个3.6mm x 3.6mm的轮廓线以代表灯珠实际占用空间。此外,必须清晰标注极性方向。由于3535rgb灯珠具有方向性,一脚通常对应器件的缺口标记,在PCB丝印中应同步绘制该极性指示符(如小圆点或三角形),以便于产线AOI检测和人工目检。
走线宽度与电气间距的考量
3535rgb灯珠引脚分布紧凑,走线时需严格控制电气间距。线与线之间的安全距离建议保持在0.15mm以上。连接阳极和阴极的走线宽度,推荐设计为0.25mm至0.30mm。过细的走线会增加线路电阻,不仅导致压降、影响亮度一致性,还会产生额外的焦耳热。
SMT贴片与回流焊接对3535rgb灯珠焊盘的考验
锡膏印刷的质量控制
在SMT生产环节,锡膏的厚度与均匀性是决定焊接质量的基础。通常推荐采用无铅免清洗的5号锡膏(粒径更细,适合小间距),并配合0.12mm厚度的钢网。生产过程中,钢网需定期进行自动或人工擦拭(如每30分钟一次),防止开孔堵塞导致局部少锡、虚焊。
贴片机吸嘴与压力的选择
3535rgb灯珠表面通常采用较软的硅胶材质。贴片时应避免使用高硬度的金属吸嘴,以防压伤封装表面或震断内部金线。建议使用定制的橡胶吸嘴或防静电塑料吸嘴。贴片压力需精准调校,使灯珠引脚压入锡膏厚度的1/3为宜,避免压力过大导致锡膏塌陷塌连。
回流焊温度曲线的科学调整
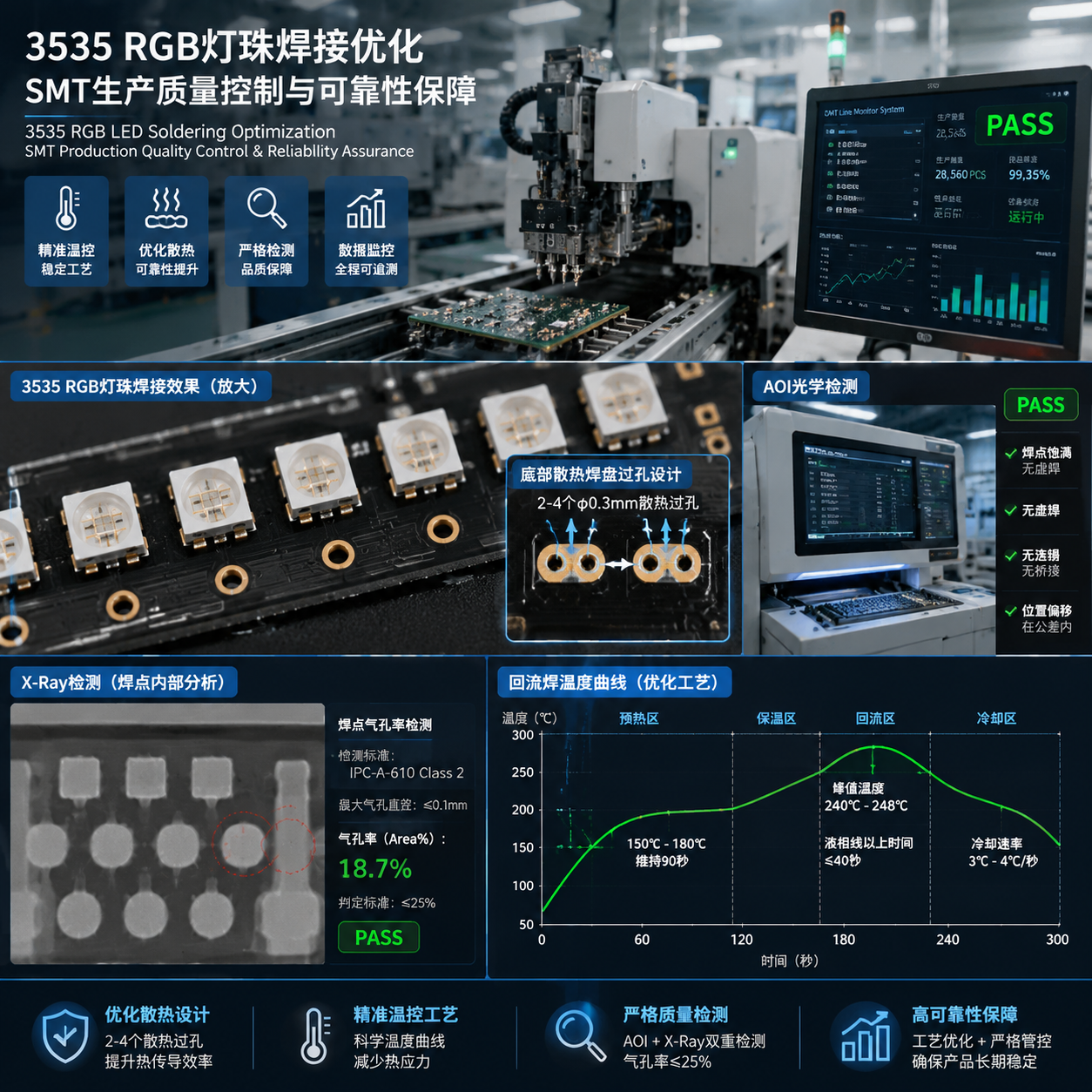
回流焊接需严格遵循推荐的温度曲线。在预热区,温度应在150℃至180℃之间维持90秒左右,使锡膏中的溶剂充分挥发;进入回流区后,峰值温度建议控制在240℃至248℃之间,液相线以上时间控制在40秒以内。温度过高易导致硅胶黄变、降低光效;温度不足则易产生冷焊、虚焊等缺陷。
注意:冷却阶段的速度同样需要控制。冷却降温速率建议维持在每秒3℃至4℃,防止因骤冷产生热应力微裂纹,影响焊点的长期可靠性。
常见焊接缺陷与焊盘尺寸优化策略
连锡与短路问题的解决办法
相邻引脚连锡多由于焊盘间距偏小或锡膏量过多引起。优化策略包括:在规范允许范围内,将焊盘宽度由0.85mm微调至0.80mm,增大焊盘间距。同时,确保相邻焊盘之间保留不小于0.2mm宽度的阻焊桥(Solder Mask Dam),形成物理阻隔,防止熔融锡膏流动桥接。
灯珠偏移与立碑现象的预防
立碑和偏移主要源于焊盘两端润湿力不平衡。设计时必须确保同一器件的所有对称焊盘尺寸完全一致。若某一引脚需连接大面积铺铜,应采用十字花焊盘(Thermal Relief)进行隔热处理,避免因大面积铜箔散热过快导致两侧锡膏熔化时间不一致而拉偏器件。
散热不良导致的死灯优化
3535rgb灯珠在多色全亮时发热量较大。为提升散热效率,可在底部设计专用的热沉焊盘。恒彩电子在技术规范中建议:在底部散热焊盘区域布置2-4个直径为0.3mm的散热过孔(Thermal Vias),直接打通至背面铜箔层。这样可建立高效的垂直散热通道,将芯片结温维持在安全范围内,大幅降低因高温导致的光衰与死灯率。
焊点可靠性检测方法
鉴于3535rgb灯珠尺寸较小,焊接质量不宜仅凭肉眼判定。生产中推荐配置AOI(自动光学检测)进行焊点外观筛查。对于高可靠性要求的应用,应引入X-Ray(X射线检测)技术,重点检测焊点内部的气孔率(Voiding Rate)。通常要求焊点内部气孔面积不超过总焊接面积的25%,以确保电气连接的长期稳定。
常见问题解答 (FAQ)
Q1: 3535rgb灯珠可以使用普通的有铅锡膏焊接吗?
通常不建议。大多数高亮度3535rgb灯珠封装材料是针对无铅高温回流焊(峰值245℃左右)设计的。虽然有铅锡膏熔点较低,但考虑到环保标准(如RoHS指令)以及长期热循环下的机械强度,建议统一采用符合行业标准的无铅免清洗锡膏。
Q2: 为什么贴片后灯珠表面硅胶会出现裂纹?
这通常是由于贴片机吸嘴选择不当或下压压力过大引起的。3535rgb灯珠顶部多为硅胶材质,若使用金属吸嘴或压力设定超出器件承受范围,会直接损伤硅胶表面,甚至导致内部金线断裂。应更换为软质橡胶吸嘴并重新校准贴片压力。
Q3: 焊盘阻焊开窗(Solder Mask Defined)和非阻焊开窗(Non-Solder Mask Defined)哪个更适合3535灯珠?
对于3.5mm x 3.5mm这种中小尺寸的LED封装,通常推荐采用NSMD(非阻焊定义焊盘)。这种方式下阻焊开窗大于铜箔焊盘,焊盘侧面也能参与爬锡,能够提供更好的焊接结合力与对齐精度。