当高功率手术无影灯连续高负荷运转12小时,传统塑胶封装LED常因热量淤积导致严重的光衰与色偏。那么,医疗设备专用陶瓷灯珠有哪些?其核心阵营由氧化铝(Al2O3)与氮化铝(AlN)陶瓷基板光源构成。这类元器件通过极低的热阻特性,彻底解决了精密医疗器械的散热危机,确保设备在全生命周期内光谱精准、零色彩失真。
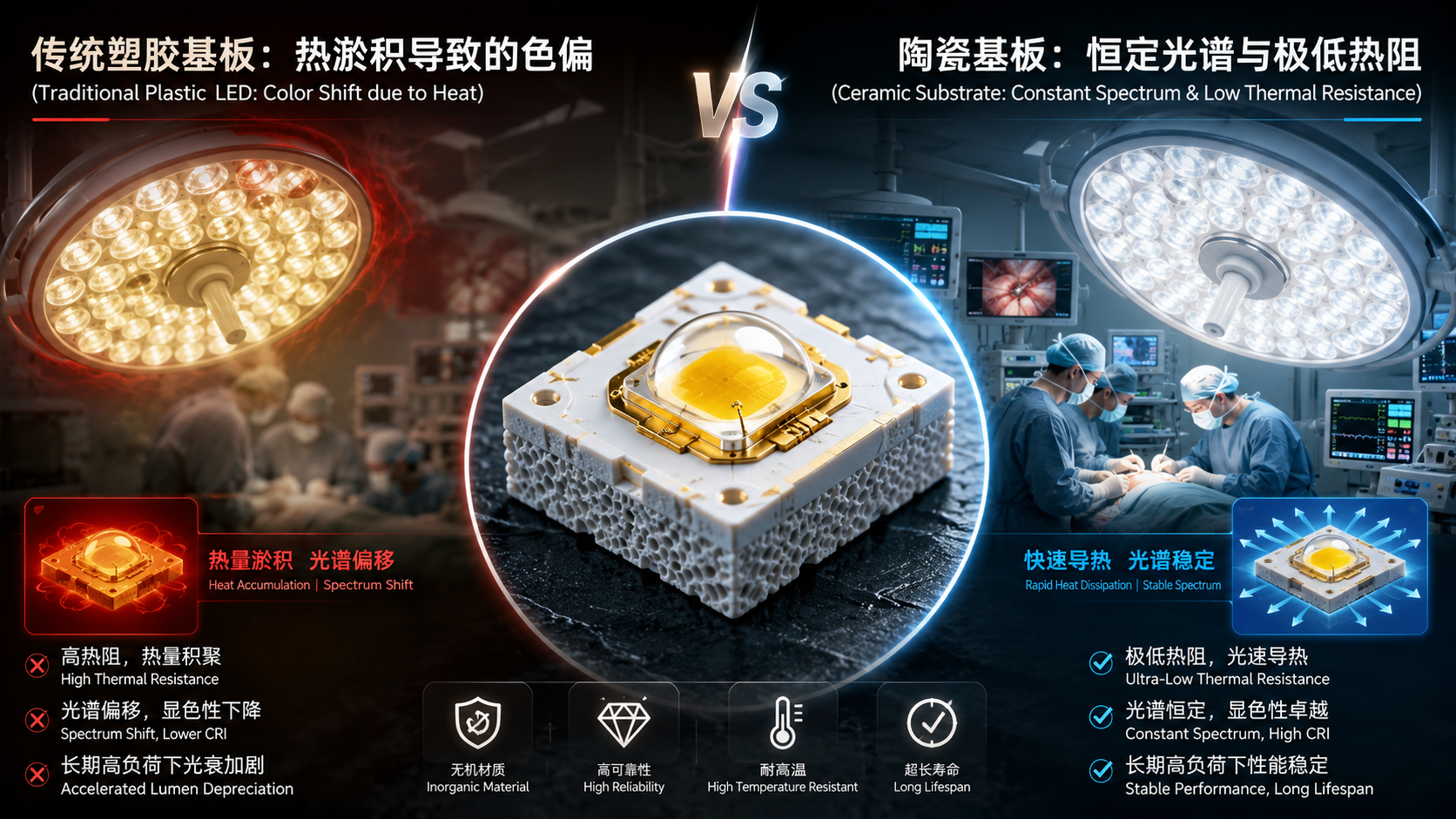
核心场景与痛点:为什么医疗器械必须弃用塑胶基板?
在神经外科等超长时长的精细手术中,光源的绝对稳定性直接关乎患者生命安全。
场景一:深腔手术中的视觉色彩失真在长达8小时的微创手术中,医用高清内窥镜前端的光源处于极度密闭的高温环境。传统塑封灯珠在此类场景下,内部结温(Junction Temperature)常迅速突破120℃。这种热淤积会导致显色指数(CRI)断崖式下降,原本纯净的白光泛黄,极易导致主刀医生对微小血管和神经组织的误判。
解决方案:引入陶瓷基底封装。陶瓷材质具备天然的极低热阻,能将芯片热量瞬间传导至外部散热件。即使连续工作,结温也始终被压制在85℃安全线以内,确保色温(4500K-6500K)恒定,完美还原人体组织的真实血色。
医疗设备专用陶瓷灯珠有哪些?(按基板材质解析)
从热力学参数与物理结构来看,医疗级陶瓷灯珠主要分为两大核心体系。以下为关键参数对比:

氧化铝(Al2O3)陶瓷灯珠
核心参数:导热率约为 20-30 W/m·K,绝缘击穿电压高。
物理特性:具备优异的抗潮湿与强绝缘性,性价比达到行业最优平衡。
典型应用:主要覆盖中等功率的医疗设备,如牙科综合治疗椅照明、常规生化分析仪的光源模块。
氮化铝(AlN)陶瓷灯珠
核心参数:导热率高达 170-230 W/m·K(约为氧化铝的7-10倍)。
物理特性:热膨胀系数与半导体发光芯片极度匹配,能承受极端的冷热冲击而不发生内部断裂。
典型应用:专为高功率、高热流密度的极限场景设计,如大型手术室无影灯、高能激光辅助光疗仪。
医疗级陶瓷光源的光谱波长与应用映射
除了基板的物理差异,医疗设备的诊断与治疗高度依赖特定波长的精准度。

高显指白光(波长覆盖可见光全谱段)具备极高的色彩还原度(Ra>95, R9>90),是医用内窥镜和无影灯的标配,彻底消除视觉色差与阴影干扰。
UV深紫外线(核心波长 250nm–280nm)
痛点:传统有机硅胶在强UVC照射下,不到1000小时就会碳化发黄,阻挡紫外线透射。
无机陶瓷封装的UVC灯珠采用石英透镜与陶瓷基板结合,完全免疫紫外线老化。能直接击碎细菌与病毒DNA,成为手术器械灭菌柜和血液透析水处理的高效物理杀菌核心。
红光与近红外光(波长 630nm–850nm)具有极强的生物组织穿透性。精准波长的红外光子能直达肌肉与皮下组织,加速细胞线粒体代谢,广泛应用于术后创口愈合仪与经颅光磁理疗设备。
决定50,000小时寿命的内部材料体系
一颗符合严格医疗注册标准的光源,其内部构造是顶尖材料学的结晶。以行业高标准的定制体系(如恒彩电子的医疗光源技术规范)为例,其核心材料必须满足以下客观指标:
高纯度发光晶片:杂质浓度控制在PPB(十亿分之一)级别,确保激发出纯净、无杂散光的特定波长。
99.99%纯金导线:彻底摒弃合金线。纯金线具备极佳的抗电迁移能力与抗氧化性,保障大电流脉冲下的绝对导通。
高透光封装硅胶/石英:折射率经过精密光学计算,不仅提升光提取效率,更能在高强度光辐射下保持零黄变。
高温烧结陶瓷基底:经过1800℃以上高温烧结,形成致密的晶体结构,提供坚如磐石的机械强度与热传导通道。

医疗光源选型核心问答
1. 陶瓷灯珠的实际有效寿命有多长?
在医疗设备热管理系统(如散热鳍片与风道)设计达标的前提下,陶瓷灯珠的L70寿命(即光通量衰减至初始值70%的时间)通常可超过 50,000小时。这意味着即便设备每日高负荷运转12小时,光源仍可稳定服役10年以上,大幅压低了院内设备的耗材更换频次。
2. 陶瓷灯珠与普通塑封LED在抗老化测试中的差异?
差异呈指数级。普通塑封(如PPA/PCT材质)在高温高湿的老化测试中,基底会迅速发生热降解和变脆。而陶瓷基板具备完全的无机特性,免疫热老化与光降解,在严苛的医疗盐雾与高温灭菌环境中表现出绝对的化学稳定性。
3. 如何评估医疗级光源厂家的可靠性?
评估维度需聚焦于制程管控与定制能力。首先需确认其是否具备万级以上的无尘封装车间及全自动固晶焊线设备;其次,需考量其在特殊波长(如特定纳米级窄带光)的深度定制能力与分光分色(BIN区)的精准度控制。
4. 医疗白光光源对显色指数(CRI)的具体要求是什么?
医疗手术照明的行业标准极高,通常要求一般显色指数(Ra)≥95,且特别强调特殊显色指数(R9,饱和红色)≥90。只有达到此参数,光源才能真实反映富含微血管的肌肉组织与器官轮廓,避免视觉误判。
5. 陶瓷灯珠的焊接与贴片加工需要注意什么?
由于陶瓷基板(尤其是氮化铝)的硬度极高且导热极快,在SMT回流焊过程中,需采用专用的阶梯式温度曲线。升温与降温速率必须严格控制在 2-3℃/秒,以防止热应力过大导致基板微裂纹或焊盘虚焊。