嘿,朋友!你是不是正在为手上的3535灯珠焊接问题感到困惑?别担心,很多人在第一次接触这种小巧又高效的器件时,都会有这样的疑问:“3535灯珠到底怎么焊才对?” 这个问题问得太好了,因为正确的焊接方法不仅关乎灯珠能否正常发光,更直接影响它的寿命和性能。
今天,我们就来好好聊聊3535灯珠的焊接技巧,让你轻松掌握,告别“焊不好”的烦恼!
了解3535灯珠:它有什么特别的?
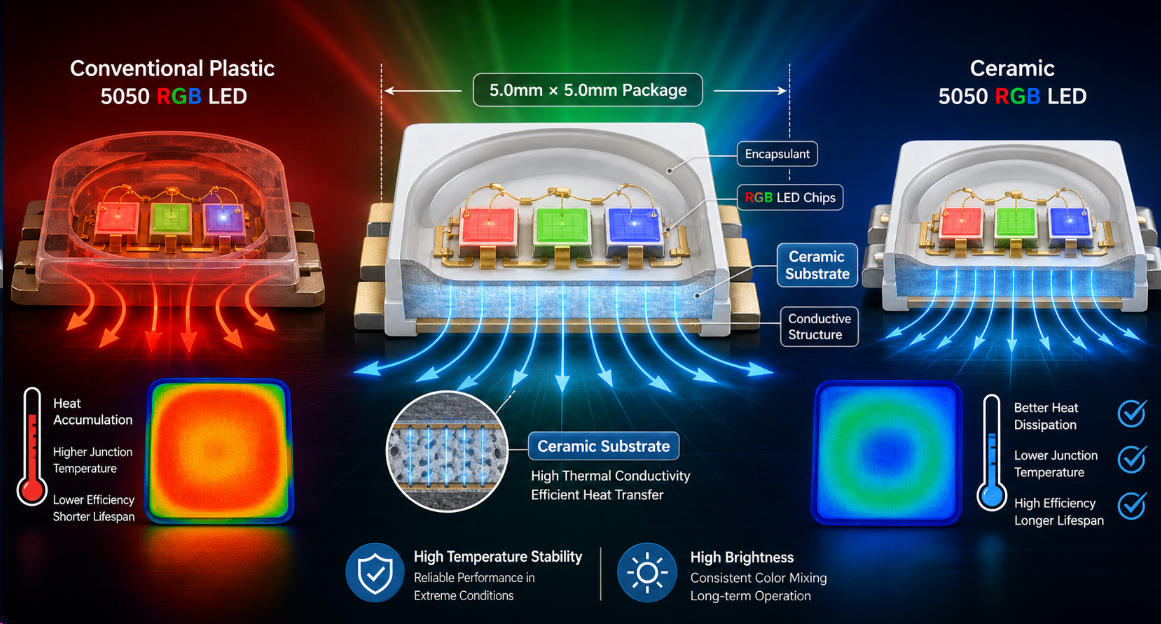
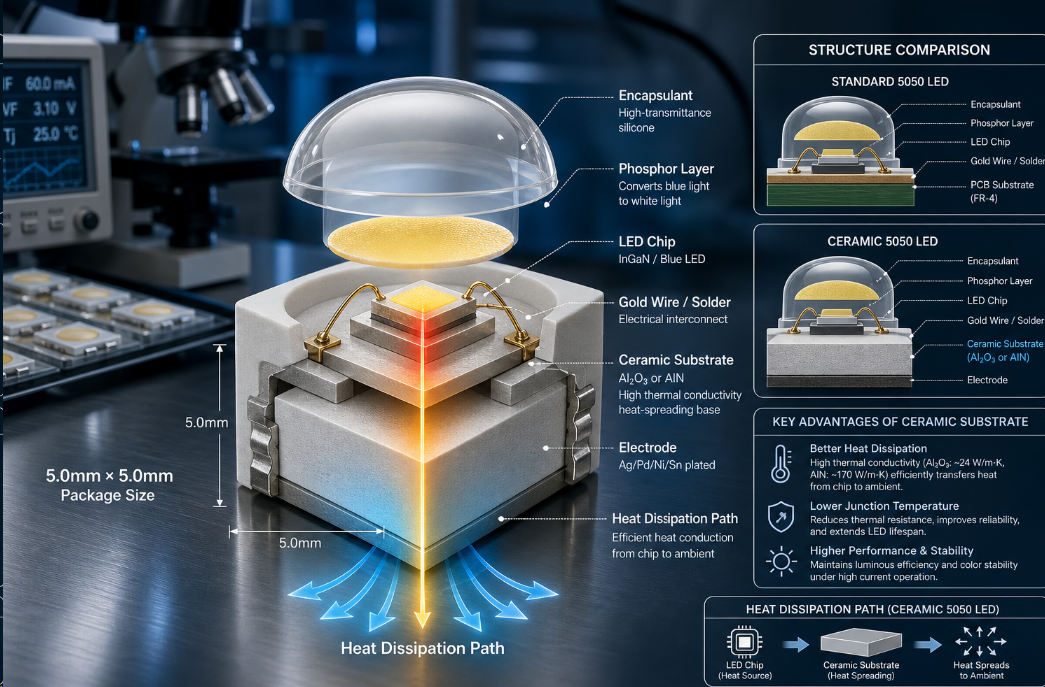
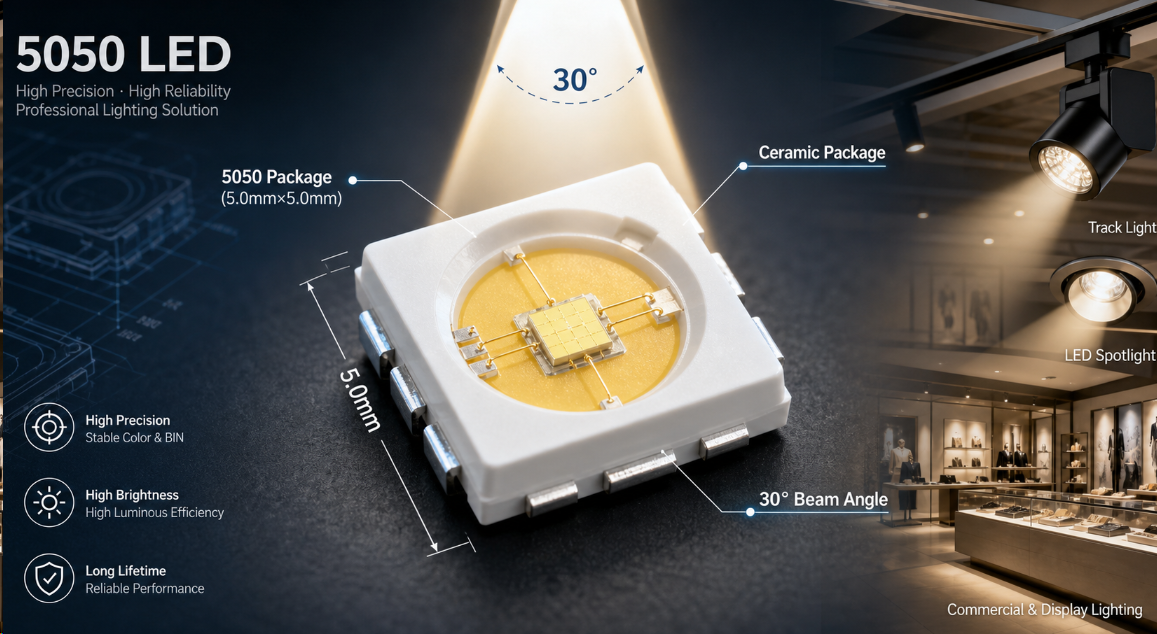
在你拿起烙铁之前,我们先来简单认识一下3535灯珠。3535指的是它的封装尺寸是3.5mm x 3.5mm。这种灯珠通常采用陶瓷基板封装,相比传统的塑料封装,它在散热、耐高温和可靠性方面都有着显著的优势。你知道吗?我们深圳市恒彩电子有限公司就是一家专注于大功率陶瓷灯珠的工厂,像你现在要焊的3535灯珠,还有2525、5050、7070、9090,甚至2016等型号(这里的2016是指灯珠型号,不是2016年份哦!),都是我们很熟悉的产品。正因为它们的这些优点,3535灯珠被广泛应用于汽车照明、路灯、舞台灯等大功率照明领域。
焊接前,你需要准备什么?

“工欲善其事,必先利其器。” 焊接3535灯珠,准备好合适的工具是成功的第一步。
- 恒温烙铁: 这是最重要的工具。建议选择功率在40W-60W之间,并且带有温度控制功能的烙铁。温度稳定对焊接陶瓷灯珠非常关键。
- 细头烙铁头: 3535灯珠的焊盘比较小,细头的烙铁头更容易精确操作,避免焊锡连锡或碰到不该碰的地方。
- 焊锡丝: 推荐使用含银的无铅焊锡丝,直径0.5mm-0.8mm为宜。含银的焊锡流动性更好,焊点更亮,导电性能也更佳。
- 助焊剂(焊膏): 少量涂抹在焊盘上,可以帮助去除氧化物,增加焊锡的润湿性,让焊接更顺畅。
- 镊子: 用来夹取和定位灯珠。最好是尖头防静电的。
- 清洁工具: 无尘布、酒精或专用清洗剂,用于清洁焊盘和灯珠。
- 万用表: 用于测试灯珠的极性(正负极)和焊接后的导通性。
- 防护用品: 防静电手环、防护眼镜等,保护你自己和灯珠。
焊接前的准备工作:细节决定成败
别小看这些准备工作,它们能大大提高你的焊接成功率!
- 清洁焊盘: 确保PCB板上的焊盘干净、无油污、无氧化层。你可以用酒精或清洗剂擦拭。干净的焊盘是形成良好焊点的基础。
- 确认灯珠极性: 3535灯珠是有正负极的,接反了是不会亮的。通常,灯珠背面会有标记,比如一个角有缺口或者一个焊盘比较大的是负极(阴极)。你也可以用万用表的二极管档位来测试:红表笔接正,黑表笔接负时,灯珠会微亮(或万用表显示一个数值)。
- 小贴士: 大多数3535灯珠在发光面(朝上的一面)都会有一个小绿点或小标记,这个标记通常指向负极。
- 预热烙铁: 将烙铁温度设置在280℃-320℃之间。这个温度范围对于3535陶瓷灯珠来说比较合适,既能保证焊锡充分熔化,又不容易过热损伤灯珠。
3535灯珠手动焊接步骤:一步步教你
现在,我们进入实战环节!请跟着下面的步骤操作:
- 给焊盘上锡: 用烙铁头蘸取少量焊锡,轻轻在PCB板的两个焊盘上预先涂抹一层薄薄的焊锡。这样做叫做“预上锡”,可以帮助后续的焊接更加均匀和牢固。
- 放置灯珠: 用镊子小心地夹起3535灯珠,根据你之前确认的极性,将其准确地放置在PCB板上预上锡的焊盘上。确保灯珠放置平稳,焊盘和灯珠的引脚对齐。
- 焊接第一边:
- 将烙铁头轻轻接触到灯珠的一个焊盘和PCB板的焊盘连接处。
- 同时,将焊锡丝轻轻触碰烙铁头和焊盘的连接点。
- 你会看到焊锡迅速熔化并润湿焊盘和灯珠引脚。
- 当焊锡形成一个光滑、饱满的焊点后,迅速移开焊锡丝,然后移开烙铁头。这个过程要快,通常在2-3秒内完成。时间过长容易过热损伤灯珠。
- 焊接第二边: 重复步骤3,焊接灯珠的另一边。确保两边的焊点都饱满、有光泽。
- 检查焊点: 焊接完成后,目视检查焊点。一个好的焊点应该是:
- 饱满圆润: 像一个小山丘,而不是扁平或凹陷。
- 有光泽: 表面光滑明亮,没有颗粒感或毛刺。
- 无虚焊、假焊: 没有裂缝,没有焊锡和焊盘或引脚之间脱离的现象。
- 无连锡: 两个焊盘之间没有被焊锡连接起来。
焊接过程中常见问题和避免方法
在焊接过程中,你可能会遇到一些问题。别担心,这里列出了常见问题及其解决办法:
| 常见问题 | 可能原因 | 解决方案 |
|---|---|---|
| 虚焊/假焊 | 烙铁温度不够;焊盘或引脚不干净;焊接时间过短;焊锡量不足。 | 提高烙铁温度;清洁焊盘;适当延长焊接时间;增加焊锡量。 |
| 冷焊点 | 烙铁温度过低;烙铁头接触时间过长导致热量散失;焊锡质量差。 | 调整烙铁温度;缩短烙铁接触时间;更换高质量焊锡丝。 |
| 连锡(短路) | 焊锡量过多;烙铁头过粗;操作不精细。 | 减少焊锡量;使用细头烙铁头;练习精确操作;用吸锡带或吸锡器去除多余焊锡。 |
| 灯珠不亮 | 极性接反;灯珠损坏;虚焊;短路;供电问题。 | 重新检查极性;更换灯珠;检查焊点;检查电路。 |
| 灯珠过热损坏 | 烙铁温度过高;烙铁接触时间过长。 | 降低烙铁温度;严格控制焊接时间在2-3秒内。 |
| 焊点不光滑/有颗粒 | 焊锡质量差;焊盘不干净;烙铁头氧化。 | 更换高质量焊锡;清洁焊盘;清洁或更换烙铁头。 |
焊接后的检查与测试:确保万无一失
焊接完成后,一定要进行检查和测试,才能确保你的劳动成果是完美的。
- 目视检查: 再次仔细检查每个焊点,确保它们符合“饱满、有光泽、无连锡”的标准。
- 极性检查: 用万用表再次确认灯珠的极性是否正确。
- 通电测试: 连接电源(注意电压和电流要符合灯珠的规格!),观察灯珠是否正常发光。如果发光,恭喜你!如果没发光,就回到上面的“常见问题”部分进行排查。
提升焊接成功率的小技巧
- 保持烙铁头清洁: 每次焊接前,在湿海绵上擦拭烙铁头,去除氧化物和残余焊锡,保持烙铁头光亮。
- 少量多次: 宁可分几次加少量焊锡,也不要一次性加太多导致连锡。
- 熟能生巧: 焊接是门手艺活,多练习几次,你就能找到手感。可以先用废弃的PCB板和灯珠进行练习。
- 通风良好: 焊接时会产生烟雾,确保工作环境通风良好,或者使用排烟设备。
你可能想知道的
Q1:3535灯珠焊接时,温度到底设多少最合适?
A1:对于3535这种陶瓷封装的灯珠,通常建议烙铁温度设置在280℃到320℃之间。这个温度范围既能保证焊锡快速熔化,又能尽量减少对灯珠的热损伤。但最重要的还是“快”,烙铁接触时间要控制在2-3秒内。
Q2:我用的是无铅焊锡丝,感觉不如有铅焊锡好焊,是我的问题吗?
A2:不是你的问题。无铅焊锡的熔点普遍比有铅焊锡高,流动性也相对差一些,所以焊接起来会感觉“不那么顺手”。这是正常的。你需要更高的烙铁温度(相对有铅焊锡),并确保焊盘和烙铁头非常干净,配合少量助焊剂会改善很多。
Q3:我焊完的灯珠发光颜色不对劲,或者亮度很低,是怎么回事?
A3:这很可能是灯珠过热损伤了。陶瓷灯珠虽然耐高温,但长时间或过高的温度依然会对其内部芯片造成不可逆的损伤,导致光效下降、色偏甚至直接报废。请检查你的焊接温度和焊接时间。
Q4:为什么我焊的灯珠总是容易掉下来?
A4:这通常是虚焊或冷焊点。焊锡没有充分润湿焊盘和灯珠引脚,或者焊点内部有空洞。请确保焊盘清洁,烙铁温度适中,并且焊锡量足够,形成饱满有光泽的焊点。
3535灯珠的焊接,关键在于工具合适、准备充分、温度得当、手法迅速、检查到位。掌握这些要点,你就能轻松焊出漂亮又可靠的灯珠。
希望这篇详细的指南能帮助你解决3535灯珠的焊接难题,祝你焊接成功!
上一篇:3535灯珠焊接,怎么焊才牢固
下一篇:3535灯珠焊点,这样焊才没问题