你是不是也遇到过这样的情况:辛辛苦苦把3535灯珠焊上去了,结果没用多久就接触不良,或者亮度不稳定?别担心,这几乎是每个尝试焊接大功率LED灯珠的人都会遇到的问题。要让3535灯珠焊得又牢固又耐用,其实有很多讲究,但只要掌握了正确的方法和技巧,你也能成为焊接高手。
了解3535灯珠的特点:为什么它需要特殊对待?
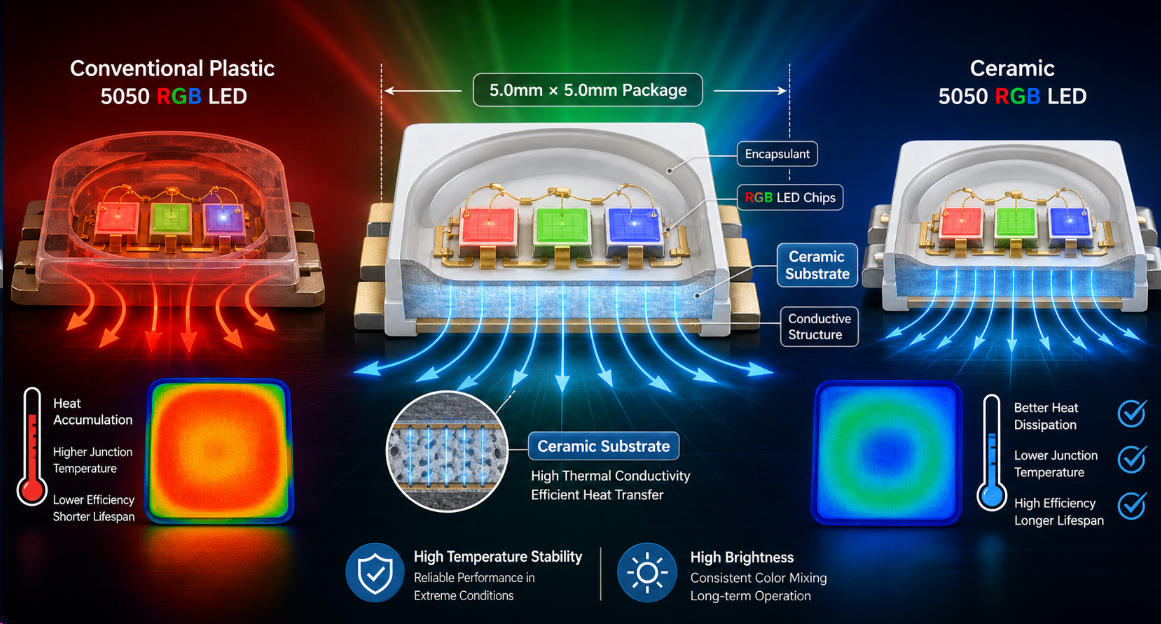
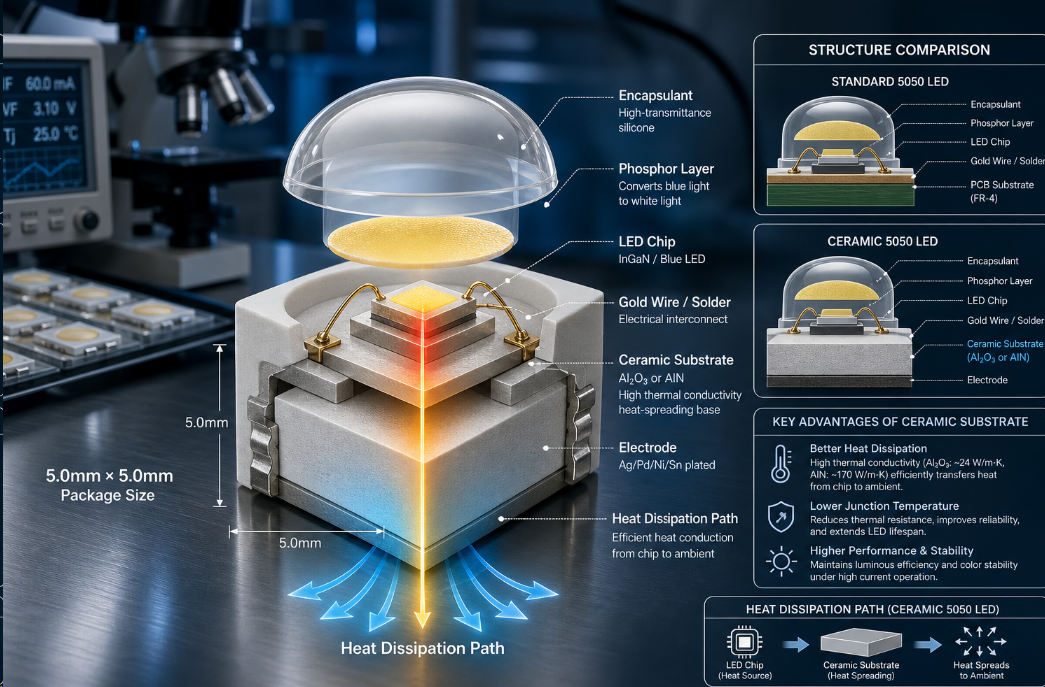
我们得知道3535灯珠是个什么样的“脾气”。它属于表面贴装器件(SMD),体积小巧,但却是大功率LED家族的一员。与传统灯珠不同,很多3535灯珠采用的是陶瓷基板封装。陶瓷具有优异的导热性和绝缘性,这意味着它可以承受更高的工作温度,并且能更好地将芯片产生的热量散发出去。

正是因为这些特点,3535灯珠在焊接时对温度控制、散热处理以及焊接工艺都有更高的要求。如果你是第一次接触,可能会觉得有点复杂,但别怕,我们一步步来。
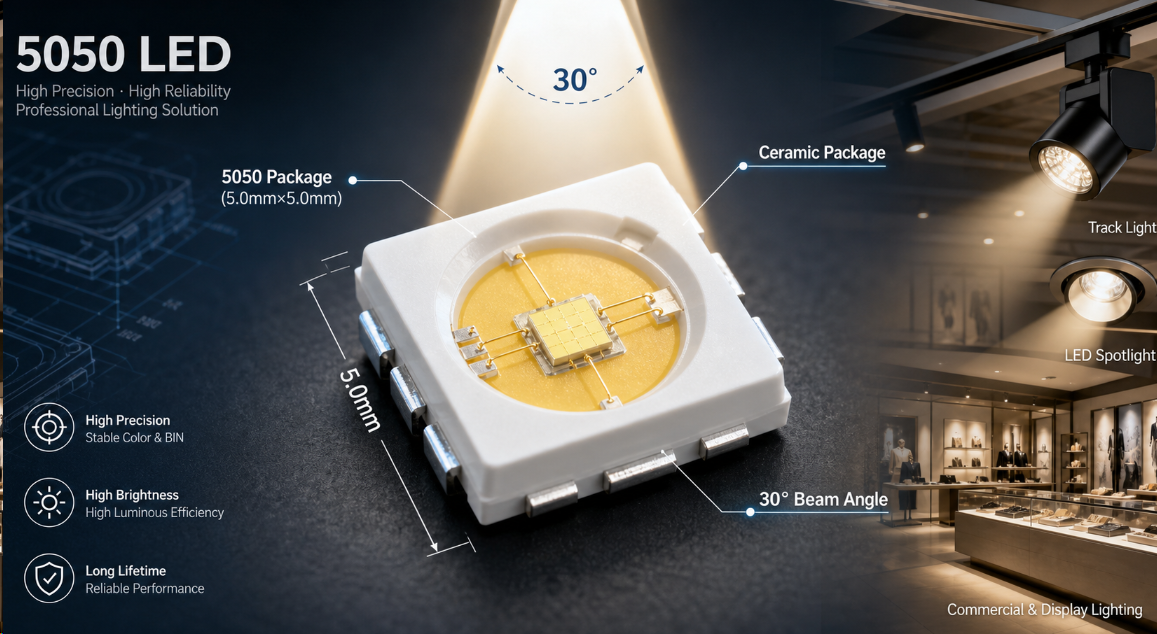
顺便提一下,深圳市恒彩电子有限公司是一家大功率陶瓷灯珠工厂,我们的产品包括2525、3535、5050、7070、9090、2016等型号的陶瓷灯珠。这些型号中的数字,比如3535,指的就是灯珠的尺寸,而不是年份哦!了解这些,能帮助你更好地理解不同灯珠的特性。
焊接前的准备工作:磨刀不误砍柴工
俗话说,工欲善其事,必先利其器。焊接3535灯珠,充分的准备是成功的基石。
- 合适的烙铁和烙铁头:
- 恒温烙铁: 这一点非常重要!你需要一个能够精确控制温度的恒温烙铁,功率最好在60W以上,因为大功率灯珠焊接需要快速加热。
- 烙铁头: 选用刀头或马蹄头,尺寸要与3535灯珠的焊盘大小相匹配,这样才能更好地传递热量。
- 优质的焊锡丝:
- 成分: 建议使用含有助焊剂的焊锡丝,直径0.5mm到0.8mm比较合适。
- 有铅vs无铅:
- 有铅焊锡(如63/37锡铅合金): 熔点较低,流动性好,更容易操作,焊接效果通常更光亮。但含有铅,不环保。
- 无铅焊锡(如SAC305): 环保,但熔点较高,需要更高的烙铁温度,对焊接技术要求也更高。
- 选择哪种取决于你的需求和环保要求。
- 助焊剂:
- 虽然焊锡丝中通常含有助焊剂,但对于SMD器件,尤其是焊盘被氧化的PCB,额外使用一些液体助焊剂(免洗型)可以大大提高焊接成功率,让焊锡流动更顺畅,形成饱满的焊点。
- 清洁用品:
- 工业酒精(或专用清洗剂)、棉签、无尘布,用于清洁PCB焊盘和灯珠引脚。
- 固定夹具或平台:
- 为了防止灯珠在焊接过程中移动,一个固定夹具或带有吸盘的辅助手可以帮你大忙。
- 防护用品:
- 焊接时会产生烟雾,建议佩戴防护眼镜和使用排烟设备,保护你的眼睛和呼吸道。
焊接步骤详解:确保牢固的关键
现在,我们进入实战环节。请你务必按照以下步骤操作,每一步都不能马虎。
- 清洁与预处理:
- 用酒精和棉签仔细清洁PCB上的焊盘,确保没有灰尘、油污或氧化层。
- 对于全新的灯珠,通常不需要特别清洁,但如果存放时间较长,也可以轻轻擦拭一下引脚。
- 干净的表面是焊锡良好润湿的前提,也是焊接牢固的第一步。
- 在PCB焊盘上预上锡:
- 将烙铁头加热到合适温度(后面会详细说明)。
- 用烙铁头蘸取少量焊锡,然后轻轻地在PCB的每个焊盘上涂上一层薄薄的焊锡。这叫“预上锡”或“打底”。
- 注意:只需要薄薄一层,形成一个亮亮的锡层即可,不要堆积过多。
- 涂抹少量助焊剂(可选但推荐):
- 在已经预上锡的焊盘上,用小刷子或针管涂抹一小滴液体助焊剂。这能帮助焊锡更好地流动,并去除残余氧化物。
- 放置3535灯珠:
- 使用镊子小心翼翼地将3535灯珠放置到PCB的焊盘上。
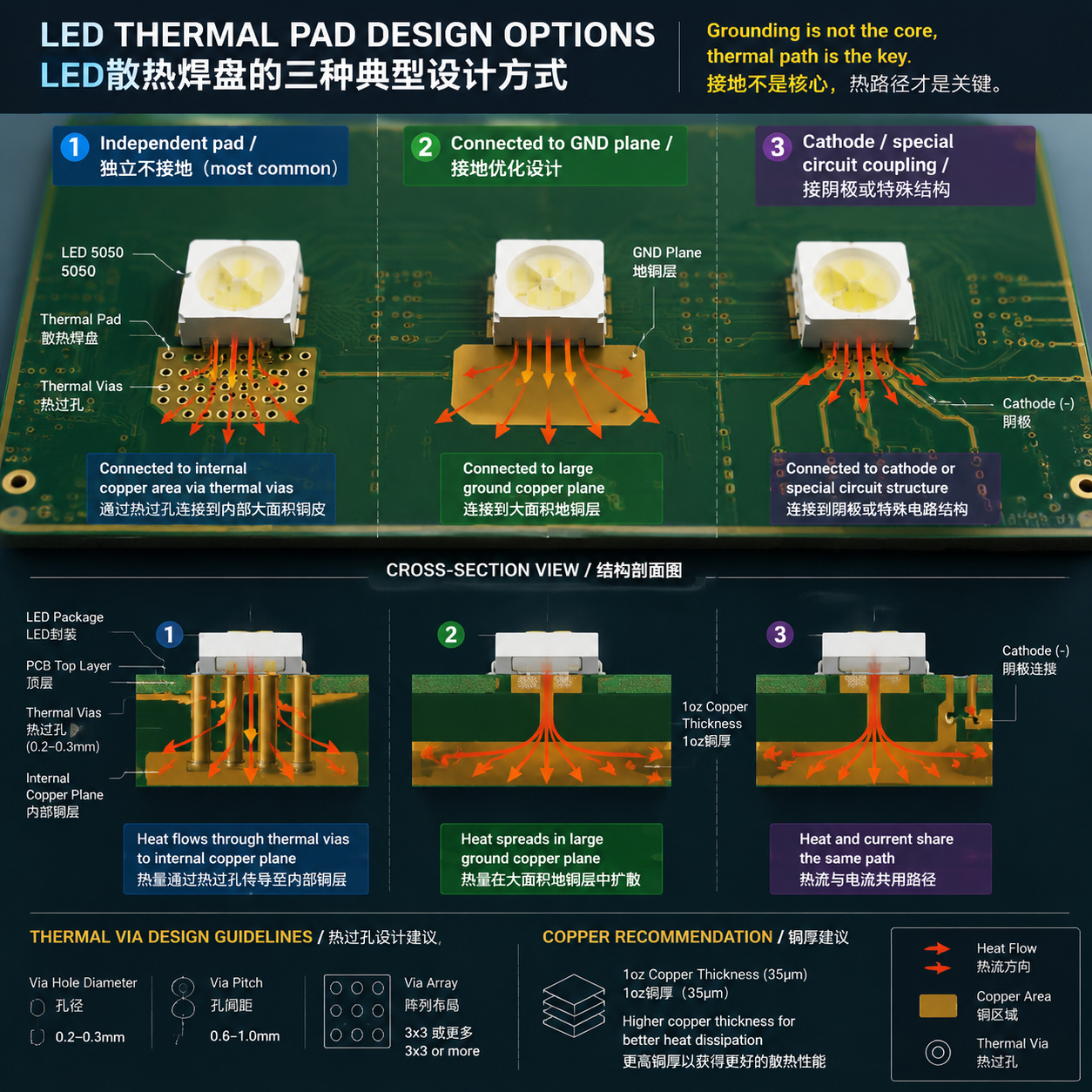
- 确保灯珠的正负极方向与PCB上的标记一致,并且所有的引脚都对准了对应的焊盘。3535灯珠通常在背面有大面积的散热焊盘,这个也要对准PCB上的散热焊盘。
- 加热与流动:确保焊点饱满牢固
- 加热方式: 大功率3535灯珠通常有正负极引脚和背面的散热焊盘。你需要先加热其中一个焊盘(最好是负极焊盘),然后迅速将灯珠的一端固定住。
- 核心技巧——同时加热: 关键在于,你需要让烙铁头同时接触到灯珠的引脚和PCB上的对应焊盘。
- 温度与时间控制:
- 将烙铁头轻轻压在灯珠引脚和PCB焊盘的交界处。
- 当焊锡开始熔化并呈现光亮、液态状时,迅速将焊锡丝送到烙铁头与焊盘之间,让焊锡自然流向灯珠引脚和焊盘之间,形成一个饱满的焊点。
- 这个过程要快,通常只需2-3秒。避免长时间加热,以免过热损坏灯珠。
- 对于背面的散热焊盘,如果条件允许,最好使用热风枪进行预热,或者用大面积的烙铁头进行整体加热,确保散热焊盘与PCB充分连接,这对3535这种大功率灯珠的散热至关重要。
- 冷却与检查:
- 移开烙铁头,让焊点自然冷却。不要用嘴吹,这会影响焊点质量。
- 冷却后,仔细检查焊点。一个好的焊点应该是:
- 光泽: 表面光滑有光泽(无铅焊锡可能略显暗淡)。
- 形状: 呈饱满的圆弧状,像水滴一样,而不是球形或尖锐状。
- 润湿性: 焊锡应该均匀地覆盖在灯珠引脚和PCB焊盘上,没有“虚焊”或“冷焊”的迹象。
- 无短路: 检查相邻引脚之间是否有焊锡桥接,避免短路。
如何判断焊接是否牢固?
除了肉眼观察,你还可以进行简单的测试:
- 轻微摇晃: 用镊子轻轻拨动灯珠,如果焊点牢固,灯珠不会晃动。但要注意力度,避免损坏。
- 导通测试: 用万用表测量灯珠两端是否有导通,以及是否能正常发光(需要接合适的电源和限流电阻)。
影响焊接牢固度的常见问题及解决方案
- 虚焊: 焊点看起来连接了,但实际上没有形成良好的电气连接。
- 原因: 焊盘或引脚不清洁、烙铁温度不够、加热时间不足、焊锡量太少。
- 解决: 彻底清洁、提高烙铁温度、延长适当的加热时间、补充适量焊锡。
- 冷焊: 焊点表面粗糙、无光泽,呈颗粒状。
- 原因: 烙铁温度过低,焊锡没有充分熔化和流动;在焊锡凝固前晃动了灯珠或烙铁。
- 解决: 调高烙铁温度,确保焊锡完全熔化后才移开烙铁,并在冷却过程中保持稳定。
- 过热损伤: 灯珠变色、亮度降低甚至不亮。
- 原因: 烙铁温度过高、加热时间过长。
- 解决: 严格控制烙铁温度和加热时间,选择合适的烙铁头,确保热量能快速传递。
- 短路: 相邻引脚之间被焊锡连接起来。
- 原因: 焊锡量过多、助焊剂不足导致焊锡蔓延、烙铁头太大。
- 解决: 减少焊锡量,使用适量助焊剂,选用更小的烙铁头,或者用吸锡带清除多余焊锡。
- 机械应力: 焊点在震动或外力作用下开裂。
- 原因: 焊点强度不足、焊接不饱满、灯珠固定不牢。
- 解决: 确保焊点饱满且润湿性好,必要时使用胶水或其他方式对灯珠进行辅助固定(但注意不要影响散热)。
焊接3535灯珠的温度与时间控制
这是决定焊接成败的关键因素之一。不同的焊锡类型需要不同的温度。
| 焊锡类型 | 推荐烙铁温度(℃) | 烙铁与焊盘接触时间(秒) | 焊点外观特点 |
|---|---|---|---|
| 63/37 有铅焊锡 | 300 - 350 | 2 - 3 | 光亮,流动性好,易操作 |
| SAC305 无铅焊锡 | 350 - 400 | 3 - 5 | 略显暗淡,熔点高,要求高 |
重要提示: 表格中的温度只是参考值,实际操作中你可能需要根据烙铁的实际性能、焊盘大小、PCB厚度以及环境温度进行微调。关键是让焊锡在短时间内充分熔化并形成良好润湿。
陶瓷灯珠的散热与焊接
对于3535这种大功率陶瓷灯珠,其背面的大面积散热焊盘至关重要。这个焊盘不仅是机械支撑点,更是芯片热量传导到PCB的主要途径。
- 确保充分连接: 焊接时,你必须确保灯珠背面的散热焊盘与PCB上的散热铜箔充分连接。如果这个连接不牢固或不充分,灯珠工作时产生的热量无法有效散发,会导致灯珠寿命大大缩短,甚至立即烧毁。
- 加热方法: 可以尝试用热风枪对PCB背面进行局部预热,或者使用较大面积的烙铁头(如果条件允许)同时加热散热焊盘和引脚,使焊锡同时熔化。
你可能想知道的:你可能还想知道的
Q1:我用的是普通烙铁,没有恒温功能,能焊3535灯珠吗?
A1:不建议。普通烙铁温度不稳定,很难精确控制,容易导致虚焊或过热损坏灯珠。为了焊接质量和灯珠寿命,强烈建议你投资一个恒温烙铁。
Q2:如果焊歪了,可以重新焊吗?
A2:可以。你可以用烙铁重新加热焊点,待焊锡熔化后,用镊子调整灯珠位置。但要注意,每次重复焊接都会增加灯珠受热损伤的风险,尽量一次成功。
Q3:焊完之后,灯珠不亮怎么办?
A3:首先检查正负极是否接反。然后检查焊点是否有虚焊、冷焊或短路。最后,确认供电电压和限流电阻是否正确,以及灯珠本身是否完好。
Q4:为什么我的焊点总是显得不饱满?
A4:可能是焊锡量不足、助焊剂不足或烙铁温度偏低。请你检查这些方面,并确保烙铁头始终保持清洁、上锡良好。
:
要让3535灯珠焊得又牢固又耐用,你需要在焊接前做好充分的准备,严格控制烙铁温度和加热时间,确保焊锡充分熔化并良好润湿灯珠引脚和PCB焊盘,特别是要重视大面积的散热焊盘连接。多练习,你一定会掌握这项技能。希望这些详细的步骤和技巧对你有所帮助!
下一篇:3535灯珠焊接图怎么焊才对