你是不是在为3535灯珠的焊接问题而烦恼?是不是焊出来的灯珠总是亮不了,或者没用多久就坏了?别担心,这篇内容就是为你准备的。焊接小小的3535灯珠,看似简单,实则大有学问。如果方法不对,不仅浪费材料,更可能影响产品性能和寿命。
了解3535灯珠:小身材,大能量
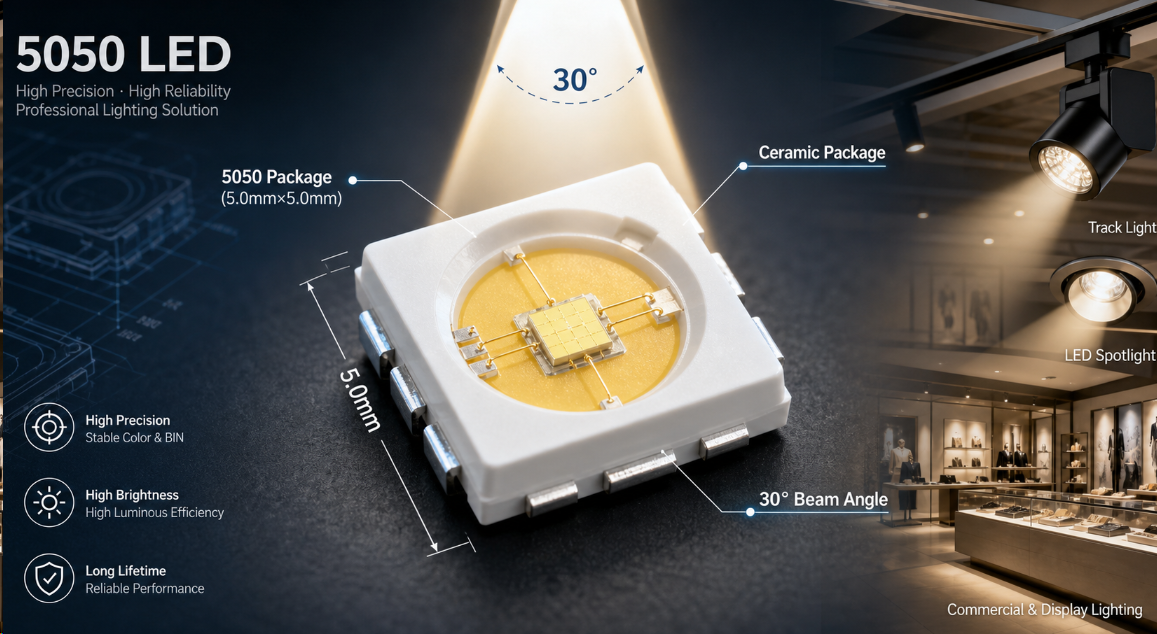
让我们来认识一下3535灯珠。3535指的是灯珠的封装尺寸,长3.5毫米,宽3.5毫米。这种尺寸的灯珠因其小巧、亮度高、功耗相对较低而广泛应用于各种照明产品中,比如车灯、手电筒、户外照明等等。

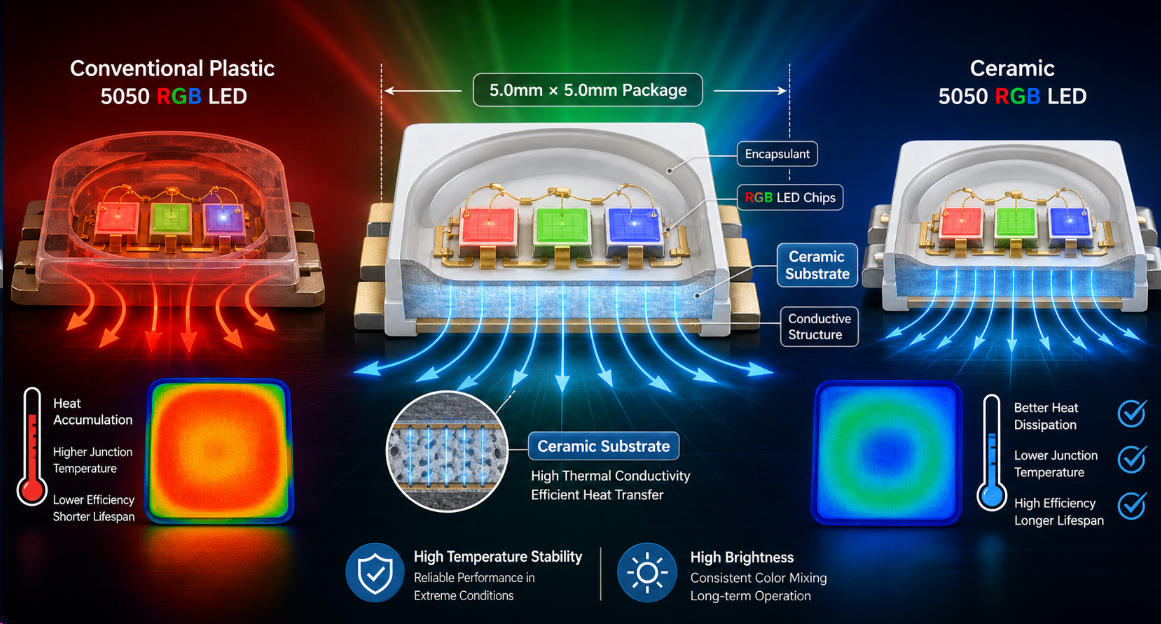
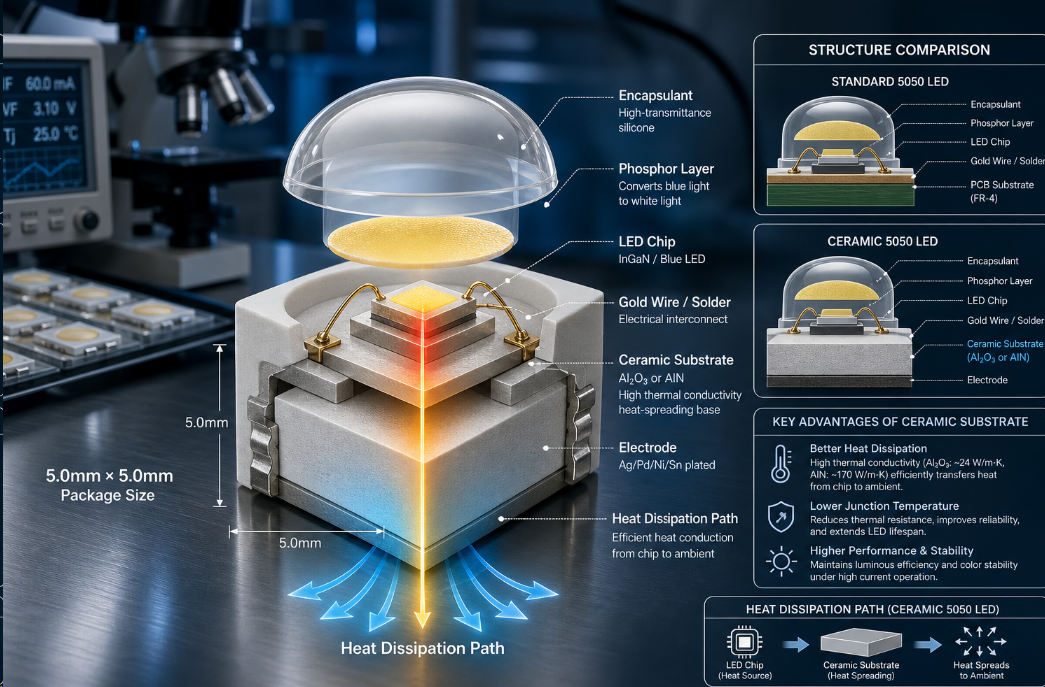
你可能听说过2525、5050、7070、9090,甚至还有小巧的2016灯珠,这些数字都和3535一样,是指灯珠的封装尺寸。我们深圳市恒彩电子有限公司就是一家大功率陶瓷灯珠工厂,我们的产品涵盖了这些主流型号。特别是陶瓷基板的3535灯珠,它在散热方面有独特的优势,能让灯珠工作更稳定,寿命更长。但无论哪种封装,正确的焊接都是确保其性能的关键。
为什么焊接会出问题?
焊接失败通常有几个原因:温度控制不当、焊接时间过长、焊锡量不合适、焊盘清洁度不够、或者操作不规范。这些问题都会导致虚焊、冷焊、短路,甚至直接烧毁灯珠。
焊接前的准备:磨刀不误砍柴工
在开始焊接之前,充分的准备能让你事半功倍。
- 准备工具:
- 电烙铁: 推荐使用恒温电烙铁,功率在30-60W之间比较合适。恒温功能可以避免温度过高烧坏灯珠。
- 焊锡丝: 推荐使用含铅或无铅的优质焊锡丝,直径0.6-1.0mm为宜。LED灯珠对焊锡的质量要求较高,劣质焊锡容易导致虚焊。
- 助焊剂: 少量使用,可以帮助焊锡更好地流动,去除氧化物。
- 镊子: 用于夹取和固定灯珠。
- 万用表: 用于测试灯珠的极性和焊接后的连通性。
- 清洁工具: 酒精、棉签或无尘布,用于清洁焊盘和灯珠。
- 吸锡器或吸锡线: 以防万一,可以用来去除多余的焊锡或返修。
- 防静电腕带: 保护灯珠免受静电损伤,虽然灯珠不像IC那么敏感,但做好防护总是好的。
- 清洁工作:
- 确保PCB板上的焊盘和灯珠的焊脚都干净无油污、无氧化层。你可以用酒精轻轻擦拭。干净的表面能让焊锡更好地附着。
- 识别极性:
- 3535灯珠是有正负极的,接反了是不会亮的。通常,灯珠背面会有标识,比如一个缺角、一个绿色点或者" +"、"-"符号。如果实在无法辨认,可以用万用表的二极管档位测试,红表笔接正极,黑表笔接负极时,灯珠会微亮。记住,大部分LED的正极(阳极)通常较大,负极(阴极)较小,或者负极有一个切角。
掌握焊接核心技巧:这样焊才没问题!
现在,我们来详细说说焊接的步骤和关键点。
- 烙铁预热与上锡:
- 打开电烙铁,让它充分预热到设定温度。通常,焊接3535灯珠的烙铁头温度建议设置在300-350°C之间。
- 在烙铁头上挂上一小滴焊锡,这叫做“吃锡”,能让热量更好地传递给焊盘。
- 固定灯珠:
- 用镊子小心地夹取3535灯珠,对准PCB板上的焊盘,确保正负极对应正确。
- 焊接第一只脚:
- 将烙铁头轻轻接触到灯珠的一个焊盘和PCB板上对应的焊盘。
- 同时,将焊锡丝靠近烙铁头和焊盘的接触点。
- 待焊锡融化并润湿焊盘和灯珠焊脚后,迅速移开焊锡丝,然后移开烙铁头。
- 这个过程要快,通常在1-3秒内完成。先焊好一个焊点,可以固定住灯珠,方便你焊接另一个。
- 焊接第二只脚:
- 同样的方法,焊接灯珠的另一只脚。确保焊锡充分覆盖焊盘和焊脚,形成一个光滑、饱满的焊点。
焊接质量对比:好焊点 vs 坏焊点
一个好的焊点,应该是什么样子的呢?你可以参考下面的对比:
| 特征 | 良好焊点 | 不良焊点(常见问题) |
|---|---|---|
| 外观 | 光滑、饱满、有光泽,呈圆锥形或月牙形 | 粗糙、无光泽、球状、尖锐、凹陷、有气泡 |
| 形状 | 焊锡润湿焊盘和元件引脚,形成平滑过渡 | 焊锡堆积在焊盘表面,不与引脚充分接触(冷焊) |
| 颜色 | 银白色或亮灰色,均匀一致 | 暗淡、发白(氧化)、发黄(过热) |
| 强度 | 牢固,元件不易晃动 | 松动,轻轻一碰就脱落 |
| 焊锡量 | 适中,刚好覆盖焊盘和引脚 | 过多(可能短路),过少(强度不足) |
| 极性 | 正确连接,无反接 | 反接,灯珠不亮 |
常见焊接问题与对策:避免“坑”
在焊接3535灯珠时,你可能会遇到一些常见问题。
- 冷焊/虚焊:
- 现象: 焊点表面粗糙、无光泽,焊锡没有充分润湿焊盘和引脚,看起来像一坨。灯珠可能时亮时不亮,或者根本不亮。
- 原因: 烙铁温度不够、焊接时间过短、焊盘或引脚不干净、焊锡质量差。
- 对策: 提高烙铁温度(在安全范围内),延长一点焊接时间,确保焊盘清洁。重新加热焊点,同时添加少量新焊锡。
- 焊锡过多导致短路:
- 现象: 两个焊点之间有焊锡连接,或者焊锡溢出到其他不该连接的地方。
- 原因: 焊锡量控制不当,一次性挤出太多焊锡。
- 对策: 使用吸锡器或吸锡线去除多余的焊锡,然后重新焊接。
- 焊锡过少:
- 现象: 焊点不饱满,强度不够,灯珠容易脱落。
- 原因: 焊锡量不足。
- 对策: 重新加热焊点,并添加适量焊锡。
- 过热烧坏灯珠:
- 现象: 灯珠颜色变黄、变黑,或者直接不亮。
- 原因: 烙铁温度过高、焊接时间过长。3535灯珠对温度敏感,过高的温度会损伤其内部结构。
- 对策: 降低烙铁温度,严格控制焊接时间,尽量在2-3秒内完成。使用恒温烙铁非常重要。
- 焊盘脱落:
- 现象: PCB板上的铜箔焊盘被高温或外力剥离。
- 原因: 烙铁停留时间过长、用力过猛。
- 对策: 尽量缩短焊接时间,操作时轻柔。如果焊盘脱落,需要修复电路,或者更换PCB板。
焊接后的检查与维护:确保万无一失
焊接完成后,不要急着通电,做一些简单的检查可以避免很多问题。
- 目视检查:
- 仔细观察每个焊点,确保它们饱满、有光泽,没有虚焊、短路、焊锡飞溅等问题。
- 检查灯珠是否平整地贴合在PCB板上,没有歪斜。
- 通电测试:
- 确认所有焊点无误后,可以通电测试。注意,要使用合适的电流和电压,避免瞬间大电流冲击。
- 如果灯珠不亮,首先检查极性是否接反,然后检查是否有虚焊或短路。
- 清洁残余助焊剂:
- 有些助焊剂在焊接后会留下残余物,这些残余物可能具有腐蚀性,或者影响美观。用酒精和棉签轻轻擦拭,去除残留物。
你可能想知道的:你可能还想知道的
Q1:焊接3535灯珠用什么焊锡比较好?
A1:建议使用含铅或无铅的优质焊锡丝,直径0.6-1.0mm。含铅焊锡(如63/37锡铅合金)熔点较低,流动性好,焊接效果通常更佳。无铅焊锡(如SAC305)环保,但熔点略高,需要更高的烙铁温度。选择哪种取决于你的设备和环保要求。
Q2:手工焊接和机器回流焊有什么区别?
A2:手工焊接是单点操作,适用于小批量、维修或个人DIY。它灵活但对操作者的技术要求高。机器回流焊是批量生产的方式,通过控制温度曲线,让整个PCB板上的焊锡膏在特定温度下融化并固化。回流焊的焊接质量和一致性更高,但设备投资大。对于3535这种小尺寸灯珠,如果量大,工厂通常会采用回流焊。
Q3:我焊好了灯珠,但它还是不亮,怎么办?
A3:首先检查灯珠极性是否接反。其次,用万用表检查焊点是否有虚焊或短路。检查电源电压和电流是否符合灯珠要求。最后,确认灯珠本身是否损坏(这通常是过热焊接导致的)。
Q4:陶瓷基板的3535灯珠焊接有什么特殊注意事项吗?
A4:陶瓷基板的3535灯珠(比如我们恒彩电子生产的)散热性能更好,但其导热速度也可能更快。这意味着烙铁的热量会更快地传递到灯珠内部。因此,焊接时更要严格控制烙铁温度和焊接时间,避免过热。
焊接3535灯珠,关键在于“快、准、稳”。控制好烙铁温度和焊接时间,确保焊盘清洁,并正确识别灯珠极性,你就能焊出牢固、可靠、性能优异的焊点。通过本文的详细指导,相信你对3535灯珠的焊接有了更清晰的认识。希望这些实用的技巧能帮助你解决焊接难题,让你的项目顺利进行!希望对你有用。
上一篇:3535灯珠焊接图怎么焊才对