你好!如果你手头有3535灯珠,正准备把它“吸附”到电路板上,那么你来对地方了。3535灯珠,顾名思义,尺寸是3.5毫米 x 3.5毫米,是一种非常常见的中高功率LED封装,广泛应用于照明、显示等领域。由于它的尺寸相对小巧,并且通常是SMD(表面贴装器件),所以“吸附”它需要一些技巧和合适的工具。
我们深圳市恒彩电子有限公司就是一家大功率陶瓷灯珠工厂,对于这类灯珠的特性和操作方法非常熟悉。3535、2525、5050、7070、9090甚至2016这些型号,指的都是灯珠的尺寸,而不是年份。今天,我们就来详细聊聊,如何才能又快又好地把3535灯珠焊接到位。
准备工作:吸附前的必备清单
工欲善其事必先利其器。在动手之前,请确保你已经准备好了以下工具和材料:
- 3535灯珠:这是主角,确保它们完好无损。
- PCB电路板:你需要将灯珠焊接到它上面。
- 电烙铁:最好是带温度调节功能的,功率建议在40W-60W之间。
- 焊锡丝:建议使用0.6mm-0.8mm直径的,含助焊剂的更好。如果追求环保,可以选择无铅焊锡丝。
- 助焊剂:如果你的焊锡丝不含助焊剂,或者觉得焊盘氧化比较严重,可以额外准备一些膏状或液体助焊剂。
- 镊子:用来夹持3535这样的小尺寸灯珠,非常方便。
- 热风枪(可选):如果你需要处理大量灯珠,或者PCB板上有密集的元件,热风枪(回流焊)会是更高效的选择。
- 烙铁架与清洁工具:海绵或铜丝球,用来清洁烙铁头。
- 万用表:用来测试灯珠的极性(正负极)和焊接后的导通性。
- 清洁剂:例如无水酒精(异丙醇),用于焊接前后的清洁。
- 防护用品:防静电手环、防护眼镜,确保操作安全。
3535灯珠的特点与吸附难点

在开始操作前,先了解一下3535灯珠的特点,这有助于你更好地进行焊接:
- 尺寸小巧:3.5mm x 3.5mm的尺寸使得它在操作时需要更精细。
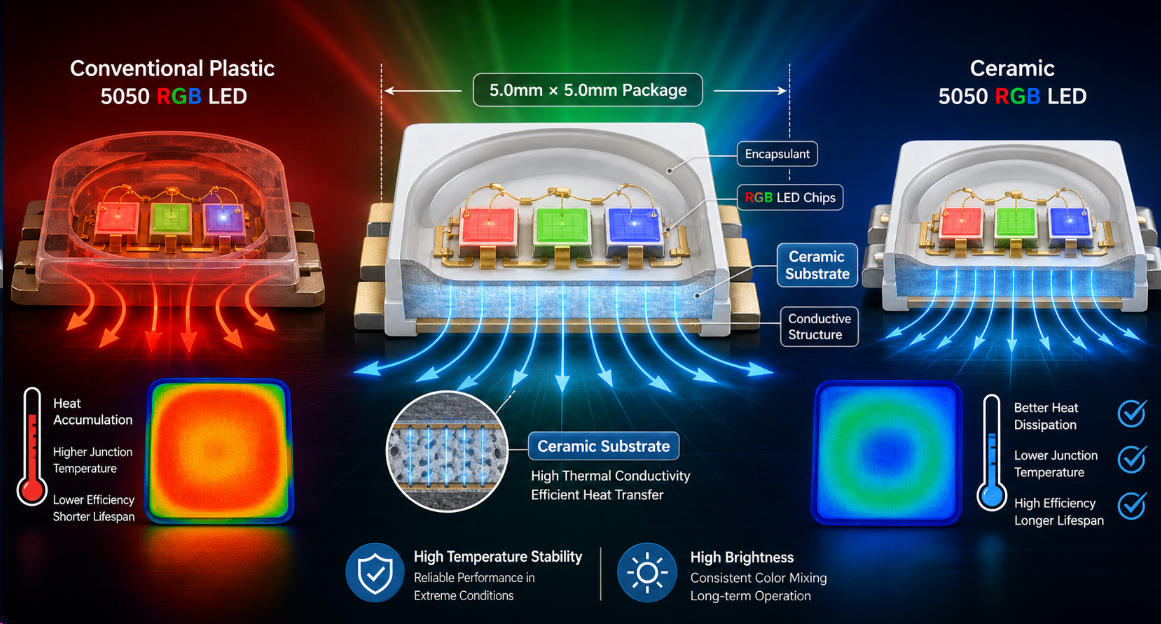
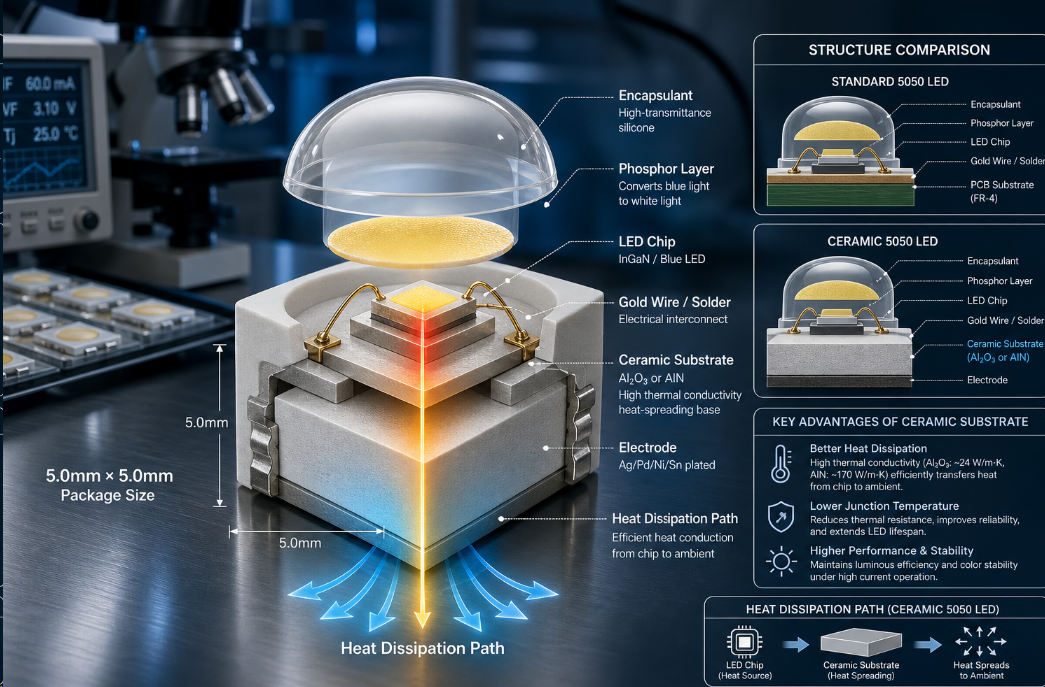
- 散热要求:虽然我们恒彩电子生产的陶瓷灯珠在散热方面表现出色,但任何大功率LED在工作时都会产生热量。焊接时,确保焊盘与灯珠的散热面充分接触,这对灯珠的寿命至关重要。
- 极性:3535灯珠有正负极之分,接反了是不会亮的。焊接前务必确认。
- 静电敏感:LED是半导体器件,对静电比较敏感,操作时最好佩戴防静电手环。
吸附方法一:传统电烙铁吸附
这是最常见也最适合个人DIY的方法。
步骤1:清洁与预处理
在焊接之前,确保PCB板上的焊盘是干净的,没有氧化层、灰尘或油污。如果焊盘有氧化,可以用橡皮擦轻轻擦拭,或者涂抹少量助焊剂,用烙铁预先上薄薄一层锡。
步骤2:预上锡(预焊)
在PCB板上准备焊接3535灯珠的焊盘上,先预上少量的锡。通常,只在一个焊盘上预上锡即可,比如正极焊盘。这样在放置灯珠时更容易固定。
步骤3:定位与焊接
- 识别极性:拿起你的3535灯珠,仔细观察。通常,LED灯珠的背面会有标记来指示极性。常见的标记有:
- 缺角或斜角:通常表示负极(阴极)。
- 绿色或黑色小点:可能表示负极。
- 焊盘大小:通常大焊盘是负极,小焊盘是正极。
- 万用表测试:将万用表调到二极管档,红表笔接正极,黑表笔接负极时,灯珠会微亮。这是最稳妥的判断方法。
请看下面的表格,了解常见LED极性标识:
| 极性标识类型 | 常见表现 | 通常代表 |
|---|---|---|
| 缺角/斜角 | 灯珠一角被切掉或有斜边 | 负极 (阴极) |
| 小绿点/黑点 | 灯珠表面有小标记点 | 负极 (阴极) |
| 焊盘大小 | 灯珠背面有一个大焊盘和一个小焊盘 | 大焊盘通常是负极,小焊盘是正极 |
| 引脚长短 | (适用于直插LED) 长引脚为正极,短引脚为负极 | (不适用于SMD) |
- 放置灯珠:用镊子夹住3535灯珠,对准PCB板上预上锡的焊盘。确保灯珠的极性与PCB板上的标识(如果有)或你的电路设计一致。
- 加热预上锡的焊盘:用烙铁头轻触已经预上锡的那个焊盘,锡融化后,将灯珠推入融化的锡中,直到灯珠底部与焊盘完全接触。移开烙铁,让锡凝固,这样灯珠就被暂时固定住了。
- 焊接另一个焊盘:现在,在另一个没有上锡的焊盘上,将烙铁头靠在焊盘和灯珠引脚的交界处,同时将焊锡丝送到烙铁头与引脚的接触点。焊锡会迅速融化并流向焊盘和引脚之间,形成一个饱满有光泽的焊点。
- 检查第一个焊盘:如果第一个焊盘的锡量不够,或者连接不牢固,可以再次加热,补充少量焊锡。
烙铁温度建议
烙铁温度的控制非常重要,过高会损伤灯珠,过低则焊锡不易融化或形成虚焊。
| 焊锡类型 | 建议烙铁温度 | 备注 |
|---|---|---|
| 有铅焊锡丝 | 300°C - 350°C | 熔点较低,易操作 |
| 无铅焊锡丝 | 350°C - 400°C | 熔点较高,需要更高温度 |
步骤4:检查与清洁
- 目视检查:检查焊点是否饱满、有光泽,没有虚焊、假焊或短路。
- 万用表测试:用万用表测试灯珠是否能正常导通发光(用二极管档位测试,注意正负极)。
- 清洁:用无水酒精和棉签擦拭焊点周围,清除残留的助焊剂,这可以防止腐蚀并提高电路板的美观度。
吸附方法二:热风枪吸附(回流焊)
如果你需要一次性焊接多个3535灯珠,或者PCB板设计复杂,热风枪(回流焊)会更高效。
适用场景
- 批量生产或维修。
- PCB板上元件密集,烙铁难以操作。
- 追求焊接一致性和效率。
步骤1:准备PCB板与锡膏
- 涂抹锡膏:在PCB板上需要焊接3535灯珠的焊盘上,均匀涂抹适量的锡膏。锡膏是焊锡粉和助焊剂的混合物,通常通过钢网印刷或手动点涂。
步骤2:放置灯珠
- 精确放置:用镊子小心地将3535灯珠放置在涂有锡膏的焊盘上,确保极性正确,位置对齐。锡膏的粘性会暂时固定住灯珠。
步骤3:热风回流
- 加热:将热风枪的温度设置在锡膏的熔点以上(通常比烙铁温度略低,但持续时间长)。从小距离开始,均匀地加热整个区域。你会看到锡膏从膏状变成液态,然后表面张力会将灯珠轻轻拉到正确的位置。
- 观察:当所有的锡膏都融化并形成饱满的焊点时,停止加热。
热风枪温度曲线建议
热风枪焊接的关键在于温度曲线的控制,一般分为预热、恒温、回流和冷却四个阶段。对于手动操作,主要关注回流温度和时间。
| 锡膏类型 | 回流温度建议 | 加热时间建议 |
|---|---|---|
| 有铅锡膏 | 220°C - 235°C | 20秒 - 40秒 |
| 无铅锡膏 | 240°C - 255°C | 30秒 - 60秒 |
注意:这些是参考值,实际操作中需要根据你的热风枪性能、PCB板大小和灯珠数量进行调整。重要的是锡膏完全融化,形成光亮焊点,同时避免过度加热。
步骤4:冷却与检查
- 自然冷却:让PCB板自然冷却。不要用外力加速冷却,否则可能导致焊点内部结构不均匀。
- 检查:冷却后,进行目视检查和万用表测试,确保焊接质量。
吸附3535灯珠的实用技巧与注意事项
- 极性识别要谨慎:这是最容易犯错的地方。一旦焊反,拆卸重焊会增加灯珠损坏的风险。
- 温度控制是关键:无论是烙铁还是热风枪,温度过高会烧坏灯珠,过低则焊不牢。多练习,找到最适合你的温度。
- 焊锡量要适中:太少容易虚焊,太多则可能导致短路或影响散热。理想的焊点应该是光滑、饱满,呈圆锥状。
- 注意散热:3535灯珠是中高功率灯珠,焊接时确保其底部散热焊盘与PCB板上的散热铜箔充分接触,这样才能有效散发工作时产生的热量,延长灯珠寿命。
- 避免静电:在操作前触摸接地金属物,或佩戴防静电手环,减少静电对LED的损伤。
- 焊接速度:尽量快速完成焊接,减少灯珠长时间处于高温下的时间。
- 清洁的重要性:焊接后的清洁不仅美观,还能去除助焊剂残留物,防止长期腐蚀。
常见问题与解决方案
| 问题 | 可能原因 | 解决方案 |
|---|---|---|
| 灯珠不亮 | 1. 极性接反 2. 虚焊/假焊 3. 灯珠损坏 4. 电源问题 | 1. 检查极性,重新焊接 2. 检查焊点,重新补焊 3. 更换灯珠 4. 检查电源电压和电流是否符合灯珠要求 |
| 虚焊(焊点不牢固) | 1. 温度不够 2. 焊锡量不足 3. 焊盘氧化 | 1. 提高烙铁温度 2. 补充焊锡 3. 清洁焊盘,使用助焊剂 |
| 短路 | 1. 焊锡过多导致桥接 2. 灯珠放置不当 | 1. 用烙铁清除多余焊锡,或用吸锡器/吸锡带吸走 2. 重新放置灯珠,确保焊盘间距足够 |
| 灯珠损坏(烧毁) | 1. 焊接温度过高 2. 焊接时间过长 3. 电流过大 | 1. 降低烙铁温度,缩短加热时间 2. 提高焊接效率 3. 检查电路设计,确保限流电阻正确,避免过流(尤其是在测试时) |
| 焊点无光泽/粗糙 | 1. 烙铁温度不当 2. 焊锡质量差 3. 助焊剂不足 | 1. 调整烙铁温度至最佳范围 2. 更换高质量焊锡丝 3. 适当补充助焊剂,确保焊点在凝固前保持湿润 |
你可能想知道的
问:3535灯珠能用普通焊锡丝吗?
答:可以的。市面上常见的有铅或无铅焊锡丝都可以用来焊接3535灯珠。选择时主要考虑焊锡丝的直径(0.6-0.8mm更易操作)和是否含助焊剂。
问:怎么判断3535灯珠的极性?
答:最准确的方法是用万用表调到二极管档位测试。红表笔(正)和黑表笔(负)接触灯珠两端,如果灯珠微亮,则红表笔接触的是灯珠正极,黑表笔接触的是负极。此外,灯珠背面通常会有缺角、小点或不同大小的焊盘来指示负极。
问:焊完的3535灯珠不亮怎么办?
答:首先检查灯珠的极性是否接反了。其次,用万用表检查焊点是否有虚焊或短路。如果以上都没问题,可能是灯珠在焊接过程中损坏了,或者电路本身有问题(如电源电压、电流不匹配)。
掌握3535灯珠的吸附技巧,无论是手工烙铁还是热风枪,关键在于细心、耐心和对温度的精准控制。只要多加练习,你一定能轻松搞定。希望这些详细的步骤和技巧对你有所帮助!