陶瓷导眼尺寸选不对,常见问题不是装不上,而是发热、磨线、摆动和寿命短。选型时先看线径,再结合速度、安装空间、壁厚和公差一起判断。
很多现场问题,表面看像线材质量不稳定,实际根源却在导向件。陶瓷导眼尺寸如果偏小,摩擦和温升会增加;偏大,又容易让线材晃动,影响轨迹稳定。真正稳妥的选型,不是只看孔能不能过线,而是让线材在连续运行中也能保持低磨损、稳定导向和可接受的寿命。
先抓住几个关键判断
陶瓷导眼的核心不是“能穿过去”,而是“穿过去以后还能稳、还能久、还能保护线材”。
实际选型中,先看这几项通常更有效:
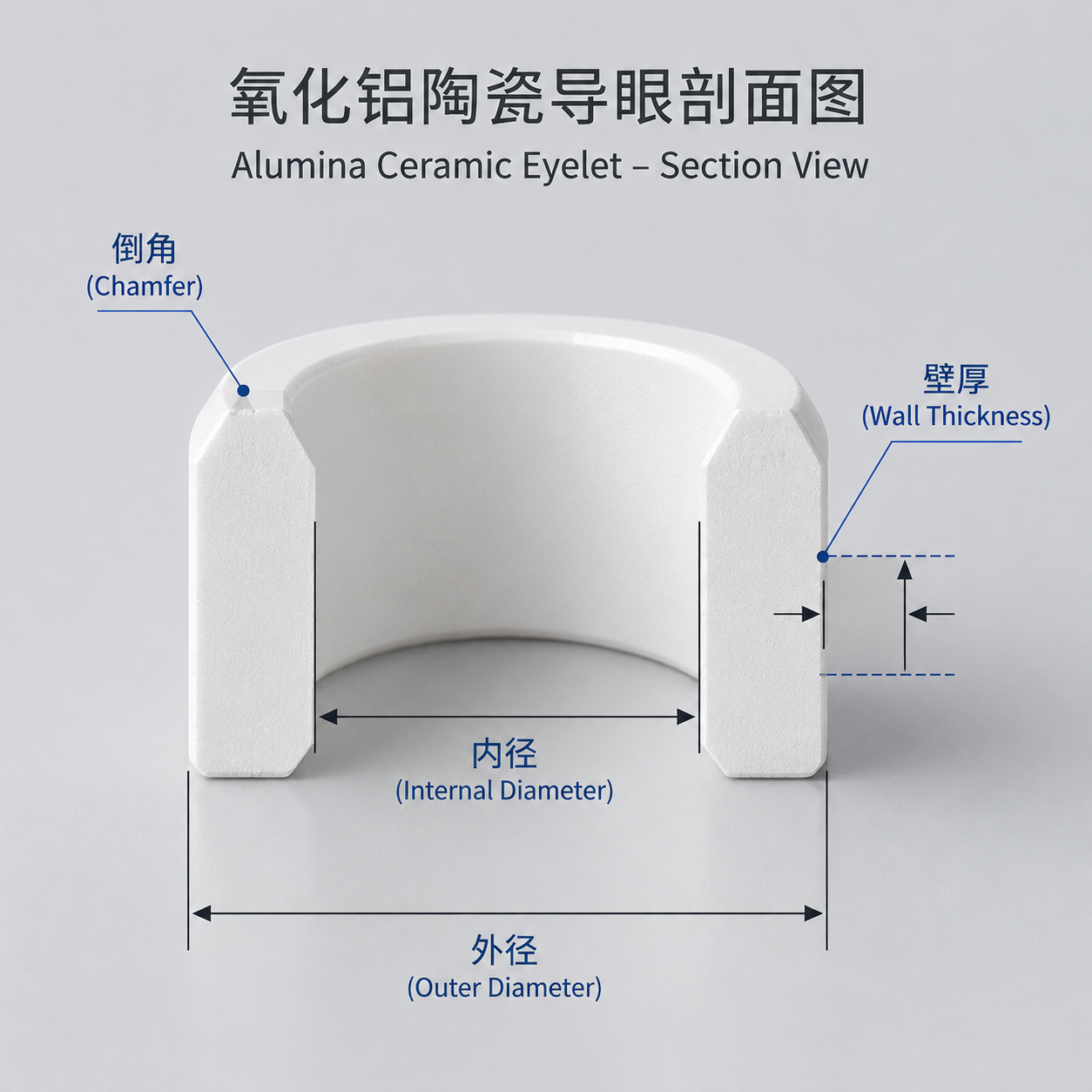
- 内径:通常按线材直径的 1.2–2.5 倍初选
- 外径:由安装位和结构强度决定,不能只顾小型化
- 壁厚/高度:负载越高、速度越快,越要留足余量
- 倒角与抛光:高速或敏感线材更需要顺滑入口和细表面
- 公差:精密设备比通用设备更依赖尺寸一致性
常见尺寸范围与选型参考
从常见样本规格和工程使用经验看,陶瓷导眼的尺寸大多落在下面这些区间内:
| 选型项目 | 推荐规则 | 常见范围 | 说明 |
|---|---|---|---|
| 内径(ID) | 线径的 1.2–2.5 倍 | 0.5–30 mm | 选型时最先确认 |
| 外径(OD) | 按安装位和强度确定 | 2–50 mm | 外径过小会压缩壁厚 |
| 厚度/高度 | 按负载和寿命确定 | 1–25 mm | 通常越厚越耐用 |
| 小型导眼壁厚 | 建议 ≥ 0.8 mm | 0.8–2 mm | 太薄更容易破损 |
| 工业级壁厚 | 建议 ≥ 1.5 mm | 1.5–5 mm | 适合高负载场景 |
| 常见尺寸公差 | 视材质和工艺而定 | ±0.01–0.10 mm | 高精度场景更敏感 |
| 高速应用表面粗糙度 | 通常要求更细 | Ra ≤ 0.2 μm 更常见 | 有助于降低磨损 |
这些范围更适合做前期初选。真正进入打样或量产时,还要把线材表面、运行速度、张力变化和安装方式一起带进去看。
内径怎么按线径选
大多数项目都可以从这条经验公式开始:
内径 ID = 线材直径 d × 1.2–2.5
这不是固定值,而是一个匹配区间。不同工况下,比例会有明显差别。
不同场景下的推荐比例
| 应用场景 | 内径与线径比例 | 选型特点 |
|---|---|---|
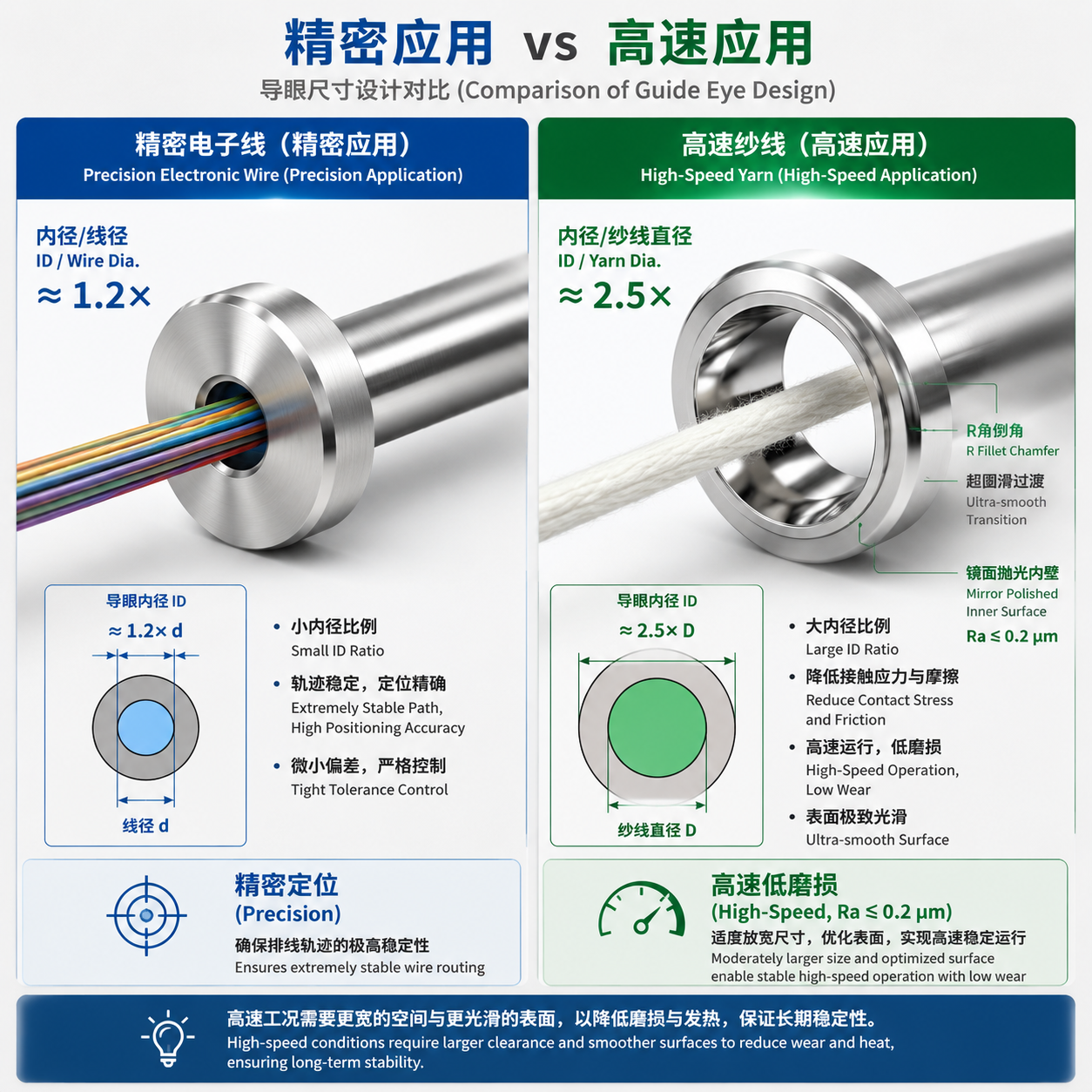
| 精密电子线 | 1.2–1.5 倍 | 间隙小,定位更稳 |
| 通用工业线 | 1.5–2.0 倍 | 摩擦与稳定性较平衡 |
| 高速或粗线 | 2.0–2.5 倍 | 更利于减磨和散热 |
选型示例
如果线材直径是 1.0 mm:
- 精密应用可先看 1.2–1.5 mm 内径
- 通用应用可先看 1.5–2.0 mm 内径
- 高速应用可先看 2.0–2.5 mm 内径
如果线材直径是 5.0 mm:
- 通用应用可先看 7.5–10.0 mm 内径
- 高速应用可先看 10.0–12.5 mm 内径
先把线径量准
很多尺寸失配,并不是公式有问题,而是线径本身没有量准。像包覆线、纱线、编织线、带涂层线材,批次和运行状态都可能让真实外径发生变化。
更稳妥的做法通常是:
- 用卡尺或千分尺测多个点
- 按带涂层后的真实外径计算
- 柔性线材尽量结合动态运行状态判断
- 如果批次波动明显,优先看最大工作外径而不是平均值
为什么不能只看内径
很多人问导眼尺寸,首先只问“孔多大”。但在实际使用里,真正影响寿命和稳定性的,往往是内径、外径、壁厚、倒角一起作用的结果。
外径影响安装和强度
外径首先决定能不能装进设备的座孔、压盖位或金属支撑件里。更重要的是,同样的内径下,外径越小,壁厚就越薄,抗冲击和抗崩边能力也会下降。
如果设备空间充足,通常不建议把外径压得过小。适当放大外径,往往能让结构更稳,后续寿命也更可控。
壁厚决定耐用程度
壁厚经常被忽略,但它与导眼的长期稳定性直接相关。
| 壁厚类型 | 特点 | 适用情况 |
|---|---|---|
| 薄壁 | 阻力小,但强度较低 | 轻载、微型场景 |
| 中等壁厚 | 强度与摩擦较平衡 | 常见通用工况 |
| 厚壁 | 更耐冲击,寿命更稳 | 重载、高速、粗线 |
如果壁厚过薄,常见問題包括:
- 崩边风险上升
- 长时间运行后更容易出现微裂纹
- 装配时对座位平整度和压装应力更敏感
两个常见使用场景,最容易暴露尺寸问题
精密排线或细线导向场景
在精密电子线、微型导线或细金属丝场景里,用户通常更怕的是轨迹漂移和表面擦伤。这类应用里,导眼孔径如果过大,线材会在孔内轻微摆动,排线位置就可能不稳定;如果过小,又会让表面受压,久了容易留下擦痕。
这种情况下,通常要重点检查:
- 内径是否更接近 1.2–1.5 倍线径
- 公差是否足够稳定
- 倒角是否圆滑完整
- 内壁抛光是否足够细
高速纱线或电线连续运行场景
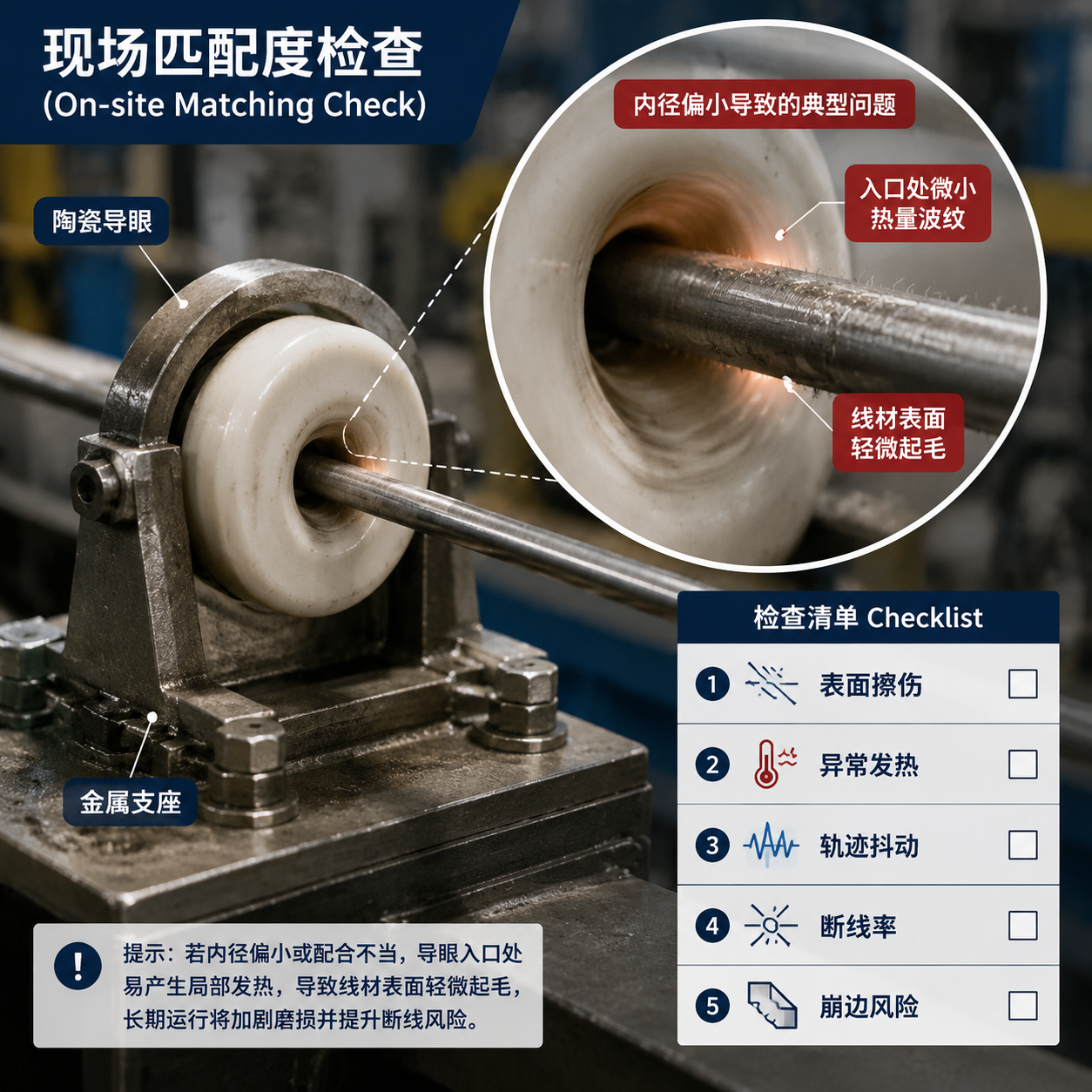
另一类常见问题出现在高速设备上。开机初期看起来一切正常,但连续运行一段时间后,导眼附近开始升温,线材表面也出现规律性磨痕。很多时候,并不是线材本身有问题,而是孔径偏紧、入口过尖,或者壁厚和路径没有一起配好。
遇到这种情况,可以优先排查:
- 是否需要在通用比例上把内径再放宽 10%–30%
- 入口和出口倒角是否过小
- 表面粗糙度是否适合高速工况
- 线材进入导眼前是否存在明显偏摆
高速运行时,尺寸要怎么调
高速工况下,低速能接受的尺寸不一定还适用。原因很简单:速度一上来,摩擦、温升、振动和边缘切割风险都会被放大。
通常会优先关注这几点:
- 内径比普通工况适度增加
- 倒角过渡更圆滑
- 表面粗糙度更细,Ra ≤ 0.2 μm 更常见
这里要注意,高速优化不只是把孔放大。线材在高速下会出现动态摆动,如果路径本身不稳,即使几何尺寸算得合理,也可能出现局部偏磨。所以高速项目更适合把导眼当成导向系统的一部分来判断,而不是孤立看一个零件。
材质会影响尺寸公差吗
会,而且影响比较直接。常见材料主要是:
- 95% 氧化铝陶瓷
- 99.7% 氧化铝陶瓷
常见公差参考
| 材质 | 常见尺寸公差 | 特点 |
|---|---|---|
| 95% 氧化铝 | ±0.05–0.10 mm | 更适合多数通用场景 |
| 99.7% 氧化铝 | ±0.01–0.03 mm | 更适合高精度尺寸控制 |
材质影响公差,主要与这些因素有关:
- 粉体纯度和杂质控制
- 烧结收缩的稳定性
- 后道研磨与抛光的一致性
- 烧结密度和组织均匀性
如果应用本身对小内径、小公差、高速运行或线材表面保护更敏感,通常会更关注高纯度氧化铝方案。但具体是否需要更高纯度,还是要结合设备要求和成本边界判断。
尺寸误差会带来什么问题
尺寸偏差不一定会在装配当天暴露,很多问题都发生在连续运行之后。
偏小的常见后果
- 摩擦增加
- 温升升高
- 线材表面磨伤
- 断线率上升
这类问题对包胶线、漆包线、涂层线、细纱线往往更明显,因为它们对局部受压和温升更敏感。
偏大的常见后果
- 导向不稳
- 线材摆动增加
- 定位精度下降
- 局部撞击更频繁
在高速设备里,偏大并不等于更保险。孔内间隙过大后,线材可能持续碰撞某一侧孔壁,磨损反而会集中。
不只是内径有误差风险
除了内径,下面这些偏差也会直接影响使用效果:
- 外径偏差:可能导致装不进去,或配合过松
- 厚度偏差:可能影响强度和装配角度
- 倒角偏差:入口锐边会增加擦伤风险
如果高速线材系统中的尺寸误差超过 ±0.05 mm,通常就可能明显影响导向寿命和运行稳定性。
怎么判断现有导眼是否匹配设备
如果设备已经在运行,判断是否匹配,通常不需要先拆图纸,先看现场表现往往更快。
可以先检查这 5 点
- 线材表面是否有擦伤或起毛
- 导眼附近是否异常发热
- 出线轨迹是否明显抖动
- 断线率是否突然升高
- 装配或使用后是否容易崩边
对照现象判断方向
- 刮伤 + 发热:更像内径偏小、表面粗糙或倒角不顺
- 抖动 + 精度差:更像内径偏大、导向约束不足
- 崩边 + 寿命短:更像外径不足、壁厚偏薄,或装配应力过大
现场排查时可以这样做
- 拆下导眼,看孔口和内壁是否存在单侧重磨痕
- 设备运行一段时间后,观察导眼周边温升
- 在正常速度下观察出线轨迹是否左右摆动
- 对比不同批次导眼表现,排查尺寸一致性和材质波动
如果条件允许,准备 2–3 个相近内径样品做对比测试,通常比单靠经验更容易选准量产规格。
常见规格对照表
这张表适合做工程初选:
| 线材直径 | 推荐导眼内径(精密) | 推荐导眼内径(通用) | 推荐导眼内径(高速) |
|---|---|---|---|
| 0.5 mm | 0.6–0.75 mm | 0.75–1.0 mm | 1.0–1.25 mm |
| 1.0 mm | 1.2–1.5 mm | 1.5–2.0 mm | 2.0–2.5 mm |
| 2.0 mm | 2.4–3.0 mm | 3.0–4.0 mm | 4.0–5.0 mm |
| 5.0 mm | 6.0–7.5 mm | 7.5–10.0 mm | 10.0–12.5 mm |
| 10.0 mm | 12.0–15.0 mm | 15.0–20.0 mm | 20.0–25.0 mm |
这类表格适合做快速筛选,不适合直接替代样品验证。特别是极高速、强转向、重载或对表面保护要求很高的应用,最终仍要结合设备路径和测试结果确认。
定制时,最好一次把哪些参数说清楚
找供应商定制时,信息越完整,返工通常越少。至少建议确认这些基础参数:
- 内径 ID
- 外径 OD
- 厚度/高度 H
- 材质要求,如 95% 或 99.7% 氧化铝
- 使用线径
- 运行速度
如果项目条件更复杂,建议补充:
- 倒角或 R 角要求
- 表面抛光要求
- 安装方式
- 使用温度
- 是否存在冲击载荷或明显偏摆
- 目标寿命
如果是非标结构,最好再提供:
- 尺寸图
- 装配图
- 使用位置照片
- 配套金属座尺寸
像恒彩电子这类重视制造一致性的团队,在处理微小结构配合时,通常也会优先确认这些基础条件,减少反复改样。
FAQ
陶瓷导眼内径和线径的比例一般是多少?
通常可按三档判断:精密应用 1.2–1.5 倍,通用工业 1.5–2.0 倍,高速或粗线 2.0–2.5 倍。具体还要结合路径、张力和线材表面状态。
陶瓷导眼有统一标准尺寸吗?
没有单一统一标准,但行业里有较稳定的常用范围。比如内径常见在 0.5–30 mm,外径常见在 2–50 mm。
导眼太小会有什么表现?
常见表现是摩擦变大、温升升高、线材表面擦伤,严重时会提高断线风险。对涂层线、漆包线和细纱线尤其明显。
高速设备为什么不能直接照搬普通尺寸?
因为高速工况会放大摩擦、振动和边缘接触风险。普通工况能用的尺寸,高速下可能出现发热、偏磨或寿命下降,通常需要适度放宽内径,并同步优化倒角和表面。
陶瓷导眼能只按旧样品尺寸复做吗?
不一定。只要线材、速度、路径、张力或安装方式有变化,旧尺寸就未必还合适。更稳妥的做法是把旧样品作为参考,再结合当前工况重新确认。
小尺寸导眼和大尺寸导眼,选型重点有什么不同?
小尺寸更看重内孔精度、公差和表面质量,常用于精密导向;大尺寸更看重壁厚、外径和抗冲击能力,更适合粗线、高张力或连续工业运行。
下一篇:5050LED倒装的结构图怎么看