做LED颗粒时,最怕的不是“大故障”,而是肉眼不易稳定发现的小缺陷:偏位、污染、断线、胶裂。这就是很多人反复追问led颗粒生产过程中的avi工序是什么意思的原因。简单说,AVI就是自动视觉检测,用于在量产中快速筛出外观和封装异常,减少漏检并稳定出货品质。
AVI工序是什么意思?先说结论
AVI(Automated Visual Inspection)= 自动视觉检测。
在LED颗粒或LED灯珠生产里,它通常是通过工业相机、镜头、光源和图像软件,自动检查产品的外观、位置、方向、轮廓和封装状态,找出不良品或可疑品。
AVI看的是“看得见的异常”,不是亮度、电压、波长这类电光参数。
如果只想要一句最直接的答案,那么可以这样理解:
AVI的核心任务:自动检查外观缺陷
AVI的主要价值:减少人工漏检、提升一致性、降低出货风险
AVI的典型对象:LED颗粒、SMD灯珠、封装后的半成品或成品

AVI在LED生产里到底检什么?
LED产品尺寸小、节拍快,很多问题不是“看不见”,而是人工长时间连续看,标准很难始终一致。这也是led生产中的avi检测存在的现实意义。
常见检测项目
AVI在LED封装现场,常见会检查以下内容:
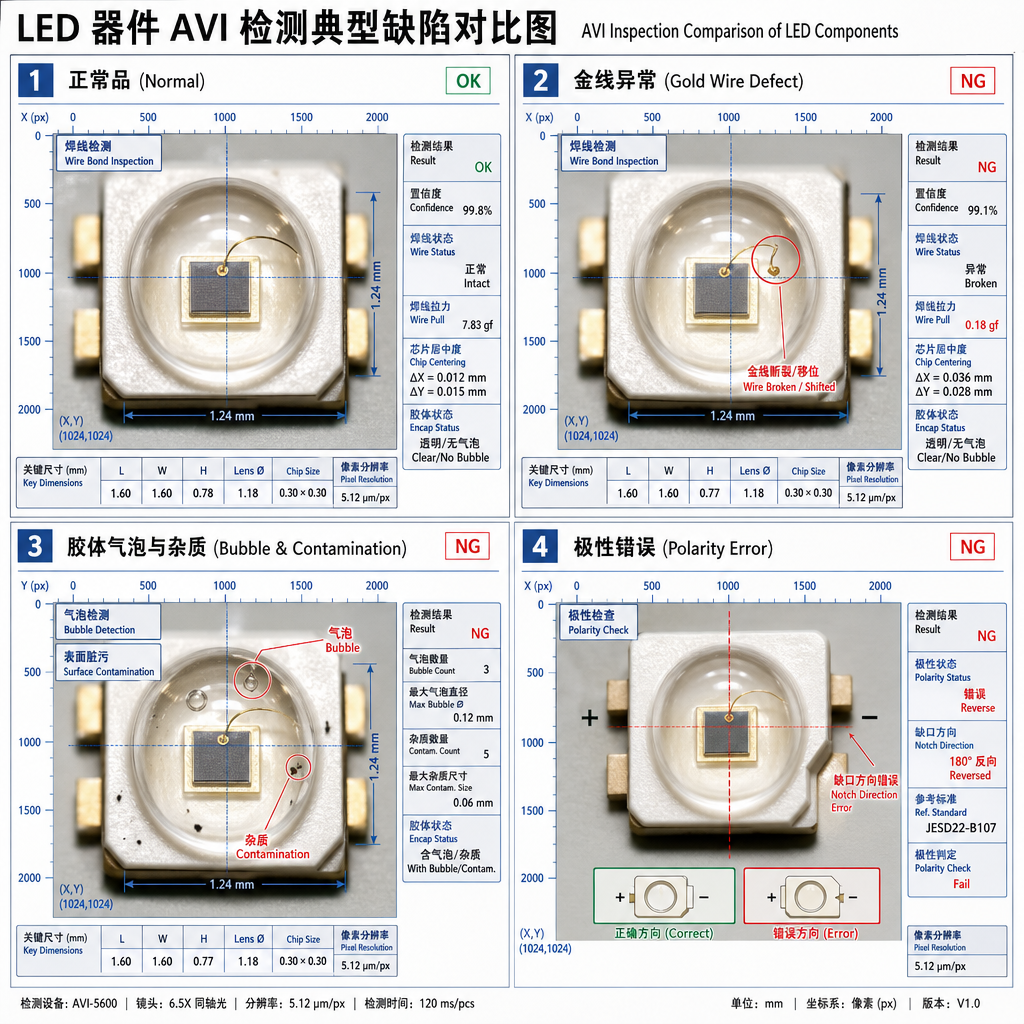
颗粒偏位
缺芯或破损
金线异常,如断线、偏移、搭线
胶体气泡
胶体裂纹
黑点、杂质、污染
支架脏污或残胶
支架变形、氧化
焊点异常
极性错误
表面刮伤、破损
封装偏斜
这些问题为什么必须尽早拦住?
很多缺陷刚出现时,看起来只是外观问题,但后续往往会放大成更高成本的问题。
比如:
轻微偏位,客户端高速贴片时可能出现吸取不稳
极性错误,上板后会直接造成装反或失效
支架污染,会影响焊接质量和长期可靠性
胶裂或焊线异常,可能在热冲击或长期使用中演变成失效
外观异常,往往是制程波动最早暴露出来的信号。
一个真实场景:为什么人工目检不够?
想象一个常见场景:一条SMD灯珠产线连续跑单,单班产量以万颗到十万颗级计算。检验员需要在高节拍下重复判断偏位、黑点、胶体边缘、焊线状态。
前半小时,判断可能很稳定;但当节拍持续、缺陷尺寸接近临界值时,人工就容易出现两类问题:
漏检:小缺陷没拦住,流到后段或客户端
误判:把可用良品判成不良,增加损耗和复检成本
这时,AVI的价值就非常清楚了。设备会按预设阈值持续工作,对同一类缺陷采用统一标准判断,不会因为疲劳而明显波动。
更适合AVI处理的任务
以下任务尤其适合交给AVI:
高重复
高节拍
标准明确
尺寸偏差可量化
轮廓与位置可比对
而人工更适合处理:
边界样品复判
新型异常识别
特殊反光或复杂结构争议点
经验性综合判断
所以在成熟产线里,常见做法不是“机器替代所有人”,而是:
AVI初筛 + 人工复判
这通常比纯人工更稳,也比完全放弃复判更安全。
AVI工序在LED颗粒生产流程中的位置
要真正理解led颗粒生产过程中的avi工序是什么意思,不能只看缩写,还要看它在流程里的位置。
一条简化的LED颗粒生产流程
来料检验
固晶
焊线
点胶或封装
烘烤固化
AVI检测
分光分色
电性测试
编带包装
出货检验
不同工厂顺序可能略有差异,但整体逻辑大致相同。
为什么AVI通常在封装后出现?
因为到了这个阶段,很多关键外观特征才完整显现出来,例如:
芯片位置
焊线状态
胶体形态
支架表面情况
极性方向
整体轮廓完整性
也就是说,AVI最适合出现在“该看见的结构都已经形成”之后。
AVI只做一次吗?
不一定。
在一些要求较高的订单中,AVI可能会出现在多个节点,例如:
关键工艺后做一次
编带或包装前再做一次
对高可靠性产品增加复检点
这与产品难度、客户要求、现场良率控制目标有关。
AVI和AOI有什么区别?
这是最容易混淆的问题之一。
先看定义差异
| 项目 | AVI | AOI |
|---|---|---|
| 英文全称 | Automated Visual Inspection | Automated Optical Inspection |
| 常见理解 | 自动视觉检测 | 自动光学检测 |
| 常见侧重点 | 外观、位置、形态、视觉判定 | 制程中的光学特征与缺陷识别 |
更实用的理解方式
在很多LED封装现场,二者都可能使用相机、光源和图像算法,所以并不是“设备完全不同”,而是使用语境不同。
通常可这样区分:
如果重点在外观、偏位、污染、裂纹、极性,更接近AVI
如果重点在制程中的焊点、印刷、工艺状态识别,更接近AOI
实际工厂里,AVI和AOI的叫法有时会混用,最终应以现场工序定义为准。
AVI会检测亮度、电压、波长吗?
不会直接替代。
这是理解AVI时最常见的误区。
AVI负责什么,不负责什么?
AVI主要负责:
外观缺陷
结构完整性
位置与方向
封装形态异常
AVI通常不负责:
亮度 / 光通量
波长 / 色坐标
色温分档
正向电压
漏电流
功率参数
这些参数分别由谁检测?
| 参数类型 | 常见检测方式 |
|---|---|
| 亮度、光通量 | 分光分色设备、积分球系统 |
| 波长、色坐标、色区 | 光谱测试系统 |
| 电压、漏电、功率 | 电性测试设备 |
| 外观、偏位、污染、裂纹 | AVI |
一句话就能分清:
AVI负责“看得见的缺陷”,光电测试负责“测得出的性能”。
第二个真实场景:为什么客户上线后更在意AVI
再看一个更贴近采购和工程的场景。
某批LED灯珠来料,抽测亮度、电压都正常,但SMT上线后却出现了抛料增多、个别贴装偏斜、局部焊接不稳。回头复盘时,问题往往不一定出在光电参数,而可能是这些更基础的点:
支架边缘有轻微污染
个别产品外形轮廓偏差偏大
封装体轻微偏斜
极性识别不够清晰
少量颗粒位置偏移
这些问题单颗看似不严重,但只要进入高速贴片、批量焊接、连续上线的实际工况,风险就会被放大。
这也是为什么很多客户在评估供应商时,不只是看参数表,还会看对led封装检测工序是否足够重视。
为什么高品质LED封装更依赖AVI?
AVI不是“加分项”,在很多场景下,它更像是稳定量产的基础能力。
1. 降低人工漏检风险
人工目检最大的限制不是经验,而是持续一致性。长时间重复判断后,微小缺陷的识别稳定性通常会下降。
而AVI能在长时间量产中维持较一致的判定标准。
2. 提升批次一致性
客户通常更在意的是:这批合格,下批还能不能一样。
在这一点上,AVI的价值很直接:
对位置偏差设定统一阈值
对轮廓尺寸按固定规则判断
对污染面积、缺陷边界执行一致标准
这能让不同批次的外观判定更稳定。
3. 更早发现制程波动
如果某时间段突然出现:
偏芯增多
焊线异常集中
胶体边缘不规则比例上升
支架污染异常增多
那AVI不仅是在“挑坏品”,更是在提示前段工艺可能波动。这样工程人员能更快回溯:
固晶精度
焊线张力
点胶参数
洁净控制
设备状态
4. 降低返工和客诉成本
行业里普遍遵循一个逻辑:问题越晚发现,处理成本越高。
在AVI拦住,成本通常只是复判或重工
到后段测试发现,已经增加制程成本
到客户端才暴露,就会变成返工、退货或客诉
不同LED产品,AVI关注点为什么不同?
不同封装结构,风险点并不一样,所以led avi工序不能只用一套规则跑所有产品。
SMD 2835 / 3528
这类产品通常更强调:
偏位
污染
外形尺寸一致性
胶体外观均匀性
因为出货量大、节拍快,任何小比例异常都会在客户端被放大。
3030 / 5050
这类产品结构相对更复杂,常更关注:
焊点状态
胶体完整性
极性识别
多区域尺寸一致性
尤其是5050等多芯片或多功能结构,对外观细节更敏感。
陶瓷大功率LED
这一类通常更重视:
基板裂纹
焊线状态
封装完整性
边角破损
耐热相关外观缺陷
因为这类产品对散热与长期可靠性要求更高,细微裂纹都可能成为后续风险源。
AVI能完全替代人工目检吗?
不能完全替代,但能显著减少人工负担。
这是比较符合实际产线情况的答案。
机器擅长什么?
高速连续检测
统一阈值判断
位置与轮廓比对
数据留存与异常追溯
人工擅长什么?
边界样品复判
复杂反光干扰判断
新型异常识别
多因素综合经验判断
因此,在很多成熟工厂里,更可靠的模式是:
AVI做大批量初筛
人工做可疑品复判
再结合电测、分光、出货检验形成闭环
这种方式通常能在效率与准确性之间取得更好的平衡。
如何判断一家LED厂家是否真正重视AVI?
对采购、质量和工程人员来说,理解术语只是第一步,真正重要的是看供应商有没有把这件事做扎实。
可以重点看这几个方面
是否有自动视觉检测设备投入量产,而不是只做展示
是否在关键工序后设置检测点
是否针对不同产品类型设置不同检测程序
是否有异常复判机制
是否能保留图像记录和批次追溯
是否具备实验室或失效分析能力
是否能把检测结果反向用于制程改善
如果一家工厂只强调“有设备”,却说不清判定标准、复判流程、数据追溯和异常闭环,那它对AVI的应用通常还不算成熟。
在这一点上,像恒彩电子这类长期做LED封装的企业,通常会更关注不同封装结构下的检测差异,而不是把所有产品套用同一套视觉规则。
FAQ
LED颗粒生产过程中的AVI工序是什么意思?
AVI就是自动视觉检测。 在LED颗粒生产中,它主要用来自动检查外观、位置、方向和封装状态,提前筛出不良品。
AVI主要检测哪些LED不良?
常见包括:
偏位
缺芯
金线异常
胶体气泡
胶裂
黑点杂质
支架污染
极性错误
封装偏斜
外观破损
AVI和AOI一样吗?
不完全一样。 一般来说,AVI更偏视觉外观检测,AOI更偏制程中的光学检测。但在实际工厂中,两者叫法有时会混用,要结合现场定义判断。
AVI会检测LED亮度吗?
通常不会。亮度、光通量、波长、色温、电压等参数,一般由分光分色设备、光谱系统或电性测试设备完成。AVI主要看外观和结构。
AVI能完全替代人工目检吗?
不能完全替代。 更常见、也更稳妥的做法是AVI初筛 + 人工复判,这样能兼顾效率与准确性。
为什么LED出货前还要做AVI?
因为很多问题在单颗上看似轻微,但到客户高速贴片、焊接和批量上线时会被放大。出货前做AVI,可以提前拦截偏位、污染、破损、极性错误等问题,降低客户端异常和售后风险。
AVI检测异常后,一般怎么处理?
常见流程是:
系统标记可疑品或不良品
人工复判边界样品
按缺陷类型做分拣、重工或报废
回溯前段工艺参数
必要时调整固晶、焊线、点胶或洁净控制
LED封装里,哪些产品更依赖AVI?
通常以下产品更依赖稳定的视觉检测:
高密度SMD产品
多芯片RGB/RGBW
陶瓷大功率LED
高一致性照明用LED
对可靠性要求高的红外、车载、医疗相关产品
一句话看懂AVI工序
LED颗粒生产过程中的AVI工序,本质上就是用机器自动“看”产品,把偏位、污染、裂纹、断线、封装异常等外观问题尽早拦在产线内,从而提升一致性、降低漏检,并让后续贴装与出货更稳定。