将汽车级照明技术移植到手电筒中,核心在于利用 1-3W 大功率 LED 灯珠 的高光通量密度、卓越的耐热性以及抗震性能。这种“降维打击”式的应用,能够让工矿手电筒在恶劣环境下保持如汽车大灯般的稳定穿透力,解决传统手电筒散热差、光衰快、易损坏的痛点,是高端移动照明制造的必经之路。
见过因为选错光源而导致的项目失败。很多手电筒制造商为了省成本,使用了普通的装饰级灯珠,结果在矿井下不到两周就亮度减半。这不仅是产品质量问题,更是安全隐患。真正的工业级手电筒,其“心脏”必须拥有一颗能在高温、震动下依然强劲跳动的“车规级”芯片。今天,我就带大家拆解这背后的技术逻辑。
核心技术要点速览:
- 高电流密度承载: 汽车级芯片能承受更大电流,实现小体积爆发高亮度。
- 极致热管理: 陶瓷或EMC支架技术,确保热量迅速导出,防止死灯。
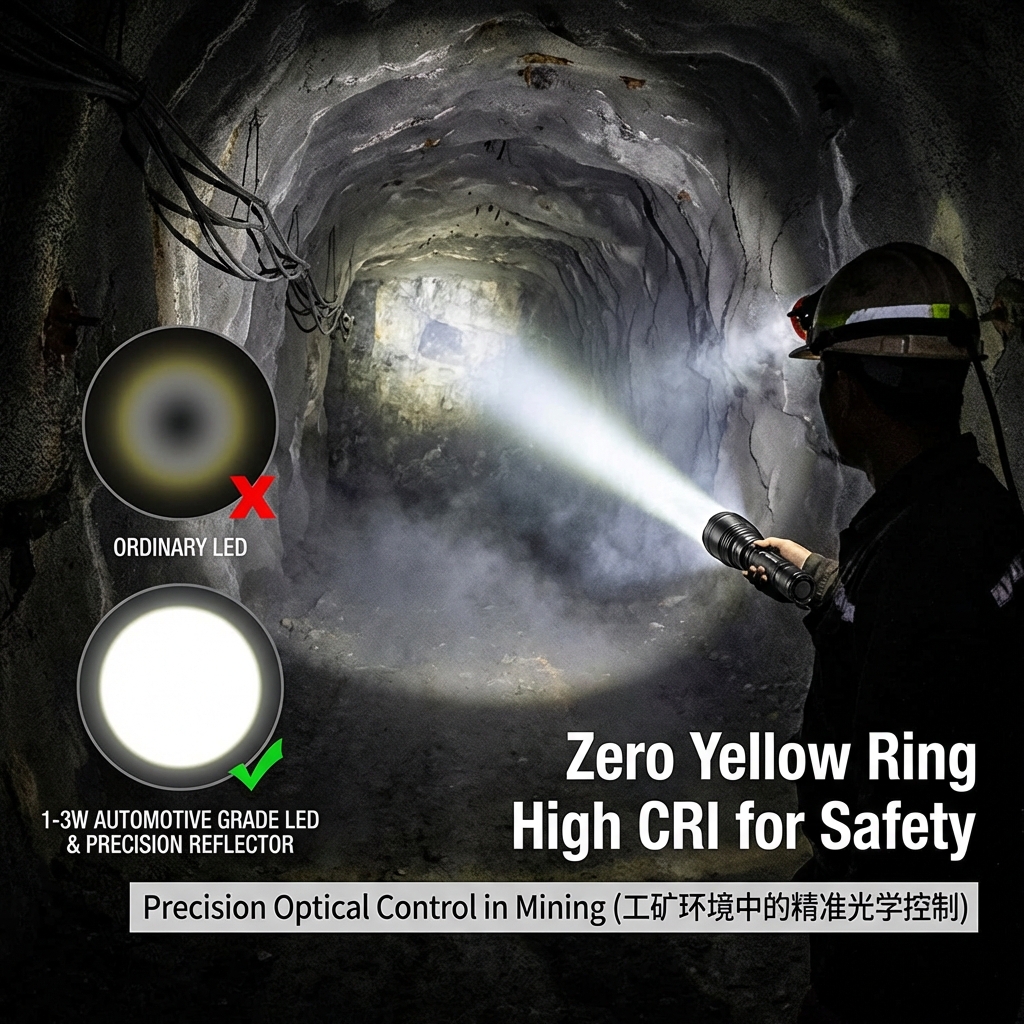
- 严苛的光色一致性: 避免出现“黄圈”或色温漂移,保证视觉清晰。
- 抗震封装工艺: 应对工矿环境的跌落与震动,金线连接更稳固。
- 光型可控性: 极小的发光面(LES)更利于透镜聚光,射程更远。
- 长寿命保障: 通过LM-80测试,确保数万小时后的光通量维持率。
- EMC (Epoxy Molding Compound):这是一种增强型环氧树脂。它比普通的 PPA 支架更耐高温,抗 UV 能力更强。长时间使用不易发黄。适合中高端手电筒。
- 陶瓷基板: 这是顶配。陶瓷本身就是绝缘体且导热极佳,热膨胀系数与芯片接近。在极端冷热冲击下,陶瓷基板不会因为热胀冷缩而导致内部线路断裂。
- 橘皮反光杯: 适合近距离大面积照明,光斑柔和,适合检修工。
- 光面反光杯: 适合远射,中心光强极高,适合搜救。
- TIR透镜: 全反射透镜,光利用率最高,能做成超薄手电筒。
- 冷热冲击: -40°C 到 +100°C 瞬间切换,测试支架是否开裂。
- 盐雾测试: 模拟海边或矿井的高腐蚀环境,测试金属引脚是否生锈。
- 红墨水测试: 检验封装的气密性,防止水汽进入芯片内部。
技术速览:为何1-3W大功率LED是工矿手电筒的核心引擎?
在移动照明领域,功率并非越大越好,光效(lm/W) 和 可靠性 才是王道。为什么我们特指 1-3W 这个区间?因为这是手电筒电池续航与亮度爆发的最佳平衡点。
汽车级 LED 灯珠与普通商照灯珠最大的区别在于“耐操”。普通灯珠设计时假设的环境是静止且温和的,而汽车级灯珠生来就是为了应对路面颠簸和引擎高温。将这种级别的光源应用在 汽车灯工矿手电筒灯 大功率1-3Wled灯珠 上,意味着你的手电筒具备了“越野车”般的体质。
2023年的汽车照明趋势报告显示,大功率LED灯珠的使用率在汽车行业增长了12%,其中1-3W规格因其灵活性占据了主流市场。这股技术红利正在外溢到高端手电筒制造领域。
我们需要关注两个核心参数:结温(Tj) 和 显色指数(CRI)。工矿环境下,高显指能帮助工人分辨线缆颜色或矿石纹理;而优秀的结温管理,则是保证灯珠在大电流驱动下不烧毁的关键。恒彩电子 在这方面做得非常细致,他们采用的倒装芯片技术,直接优化了散热通道,这在后续的封装环节会详细讲到。
从车灯到手电筒:汽车照明技术的跨界应用逻辑
很多人在搜索“汽车大灯做手电筒”或者“车灯改装手电筒”,这在 C 端是一个 DIY 爱好,但在 B 端制造领域,这代表了一种工程思路的升级。
光型控制移植:聚光技术的降维使用
汽车大灯要求光线必须切线分明,既要照得远,又不能晃瞎对面司机。这种对光型的极致控制,依赖于 LED 灯珠极小的发光面积和精准的荧光粉涂覆。
当我们将这种灯珠用到手电筒上时,优势非常明显:配合精密设计反光杯,可以轻松实现几百米的有效射程。普通的 SMD 灯珠发光面大且散,光线很难聚焦,只能做泛光灯,无法满足深井探照的需求。
抗震与耐候性:工矿环境的刚需
工矿环境简直就是汽车行驶环境的翻版,甚至更恶劣。跌落、撞击、设备震动是家常便饭。如果 LED 内部的金线连接不够牢固,震动会导致瞬间断路,也就是我们常说的“闪断”。
行业专家指出:在剧烈震动环境下,采用粗金线键合或无金线倒装工艺的LED光源,其故障率比传统封装低90%以上。
高电流密度下的稳定性
车规级芯片的另一大优势是“耐大电流”。普通 1W 灯珠给 350mA 电流可能就发热严重了,但汽车级 1-3W 灯珠往往能承受 700mA 甚至 1000mA 的冲击。这意味着在紧急情况下,手电筒可以开启“极亮模式”,短时间内输出惊人的亮度,这对于矿难救援或夜间巡检至关重要。
大功率1-3W LED灯珠的封装材料与工艺细节
好马配好鞍,好芯片必须配好封装。对于 B 端采购者来说,看不见的封装材料才是决定成本和质量的分水岭。我们常听到的 EMC3030、3535 陶瓷封装,到底好在哪里?
支架与基板材料:EMC vs 陶瓷
在 恒彩电子 的产品线中,我们经常看到 EMC 和陶瓷系列。
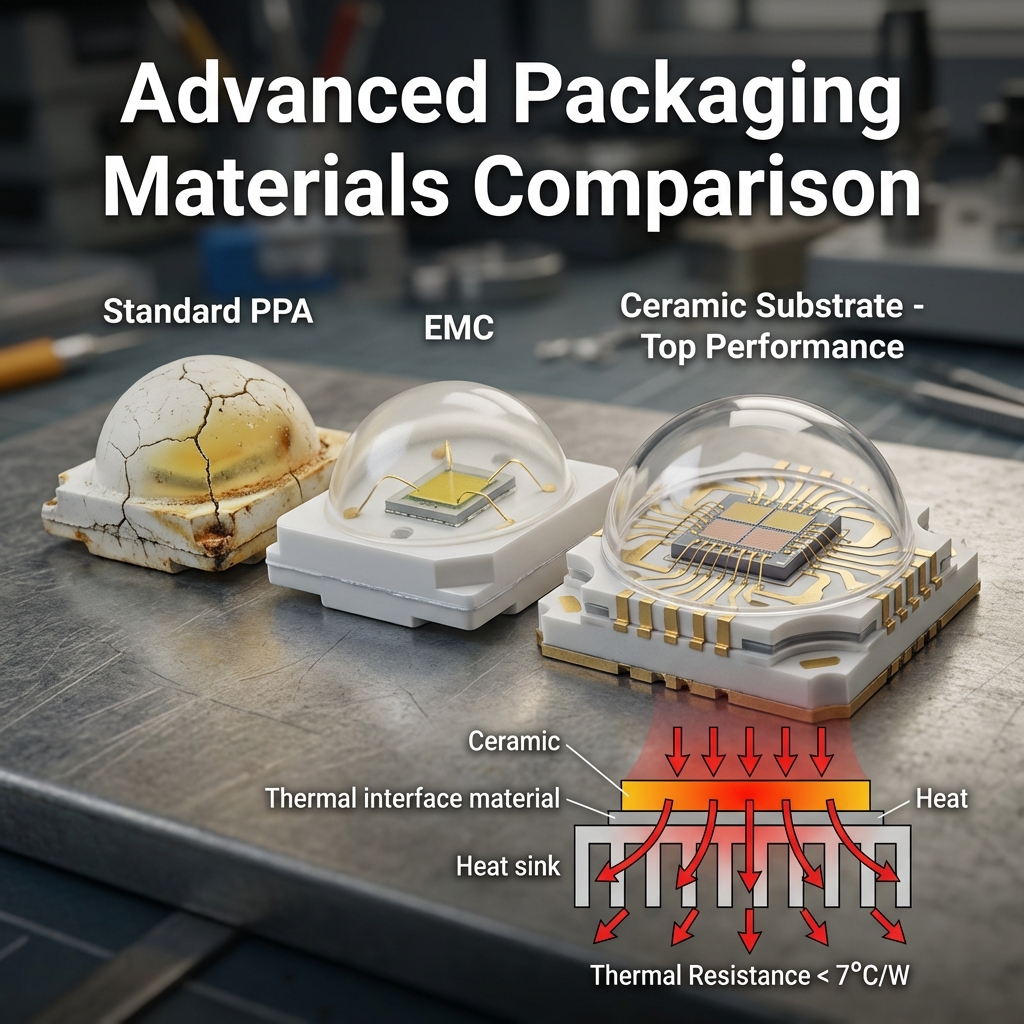
| 特性 | 普通PPA支架 | EMC支架 | 陶瓷基板 (3535/5050) |
|---|---|---|---|
| 耐热性 | 差 (<100°C) | 优 (<150°C) | 极优 (>200°C) |
| 导热率 | 低 | 中高 | 极高 |
| 抗UV老化 | 易发黄 | 不易发黄 | 永不发黄 |
| 应用场景 | 廉价玩具灯 | 商业照明/中端手电 | 汽车大灯/工矿/战术手电 |
金线与焊接工艺
你可能不知道,很多廉价灯珠坏掉是因为里面的金线断了。为了应对工矿的高频振动,高端封装会使用 99.99% 纯金线,并且采用“双线”甚至“四线”并联焊接。哪怕断了一根,灯还能亮。更有甚者,采用倒装工艺(Flip Chip),直接省去金线,芯片电极直接贴合在基板上,从物理上杜绝了断线的可能。
荧光粉配比技术
这是光学的艺术。工矿灯通常需要穿透力强的暖光(3000K左右)来穿透粉尘和雾气。这需要特殊的荧光粉配方,既要保证光色纯正,又要保证激发效率。恒彩电子 依托光学研究院的背景,在荧光粉沉淀工艺上有着独家秘方,能确保光斑边缘没有难看的黄圈。
热管理工程:保障大功率手电筒寿命的关键
大功率 LED 最大的敌人是“热”。一颗 3W 的灯珠,如果散热做不好,几秒钟内核心温度就能突破 150°C,导致光衰甚至烧毁。
热阻分析:打通散热的“高速公路”
热量产生在芯片 PN 结,需要经过:芯片 -> 固晶胶 -> 基板 -> 铝基板 (PCB) -> 手电筒外壳 -> 空气。
这个路径上任何一个环节“堵车”,热量都会回流。低热阻 是选购灯珠的硬指标。优质的 1-3W 灯珠,热阻通常控制在 5-10°C/W 以内。这意味着热量能像水流一样迅速流走。
提示:在设计 PCB 时,对于 3W 以上的应用,建议放弃普通铝基板,直接采用热电分离铜基板。虽然成本增加,但能让灯珠寿命延长一倍。
主动与被动散热策略
对于手电筒这种密闭空间,主要靠被动散热(外壳)。但是,现在的智能驱动电路可以做“主动温控”。
当检测到基板温度超过设定阈值(比如 55°C)时,电路自动降低电流。这需要 LED 灯珠具有良好的线性响应,即电流变化时,光色不能发生明显漂移。车规级灯珠在这方面表现极其稳定。
光学系统匹配:最大化LED灯珠的照明效能
光有好的灯珠还不够,还得把光“喂”给光学系统。
反光杯与透镜选型
针对 3535 或 3030 封装的灯珠,光学配件的选择至关重要。
消除“黑心”与光斑均匀度
很多 DIY 改装的车灯手电筒,照墙上中间有个黑点,这就是光路设计没匹配好。大功率 LED 属于面光源,需要根据其发光角度(通常 120°)来计算反光杯的曲率。专业的封装厂会提供详细的 Ray File(光学文件),工程师可以直接导入软件进行模拟,避免实物开模后再去修修补补。
性能评估与质量控制标准(QA/QC)
作为 B 端买家,如何验证供应商的灯珠是否达到“工矿级”标准?
光衰测试:LM-80 报告
不要只听销售员嘴上说“寿命5万小时”。请索要 LM-80 测试报告。这份报告记录了灯珠在高温下连续点亮 6000 小时后的光通量维持率。如果 6000 小时后还能保持 96% 以上的亮度,那这颗灯珠在常温下用 5 年都没问题。
极端环境测试
恒彩电子 的独立实验室通常会做以下测试:
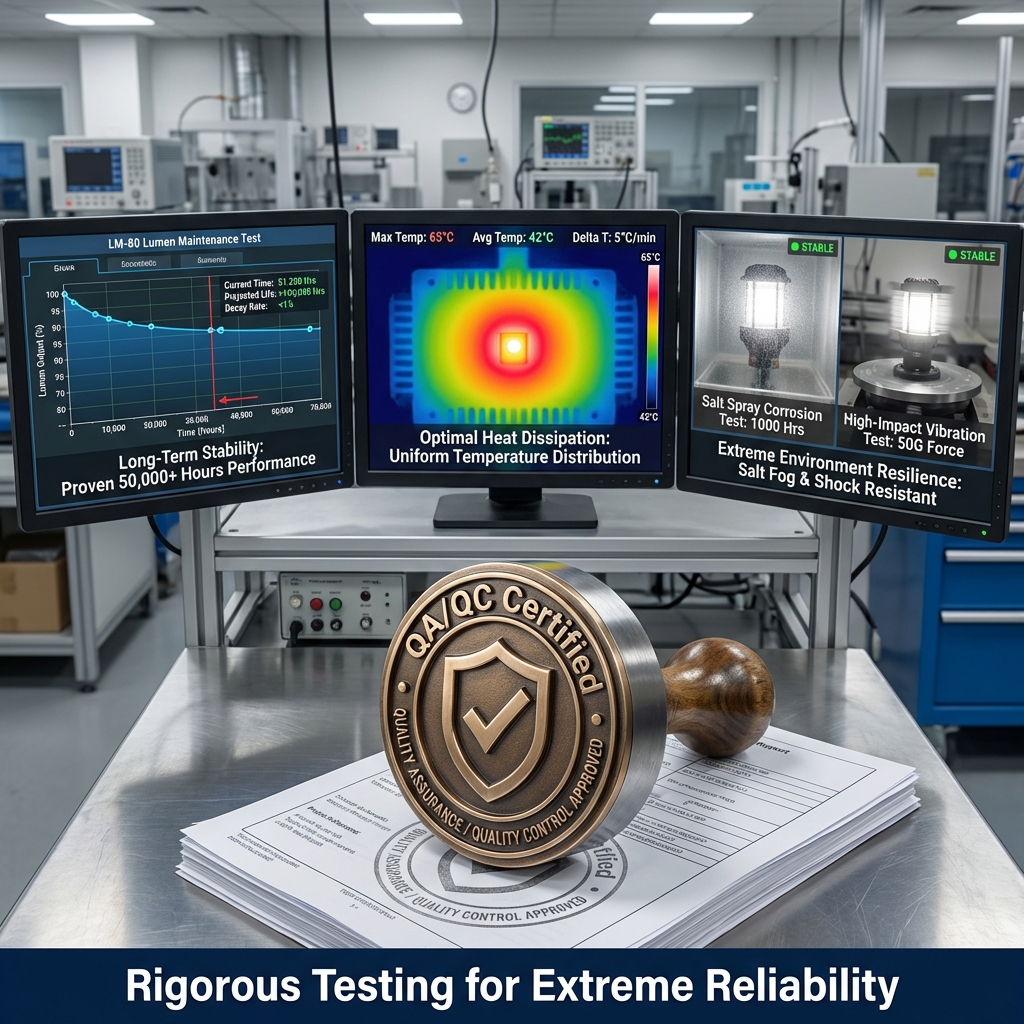
全球 LED 市场分析指出,经过严格 QA/QC 认证的 LED 产品,其售后返修率通常低于 0.1%,而普通产品的返修率可能高达 3-5%。对于工矿设备来说,这一点点的返修率差别,对应的是巨大的维护成本差异。
以封装技术赋能高端移动照明
将汽车大灯的制造理念引入工矿手电筒,不是简单的“改装”,而是一场材料与工艺的升级。从 1-3W 大功率 LED 灯珠 的选型,到陶瓷基板的应用,再到精密的光学匹配,每一个环节都决定了最终产品的市场竞争力。
对于追求极致性能的手电筒制造商而言,选择一家像 恒彩电子 这样,拥有近二十年封装经验、配备全自动生产线和独立实验室的合作伙伴,是确保产品能经受住最严苛工矿环境考验的基石。不要让光源成为你产品的短板,用汽车级的“芯”,点亮工业的每一个角落。