我见过太多因为一个小小的焊盘设计失误,导致整批 PCB 报废或者灯具光衰严重的情况。很多工程师在画板时,往往只关注电气连接,却忽略了 3030 这种中大功率灯珠最核心的需求——散热与应力释放。
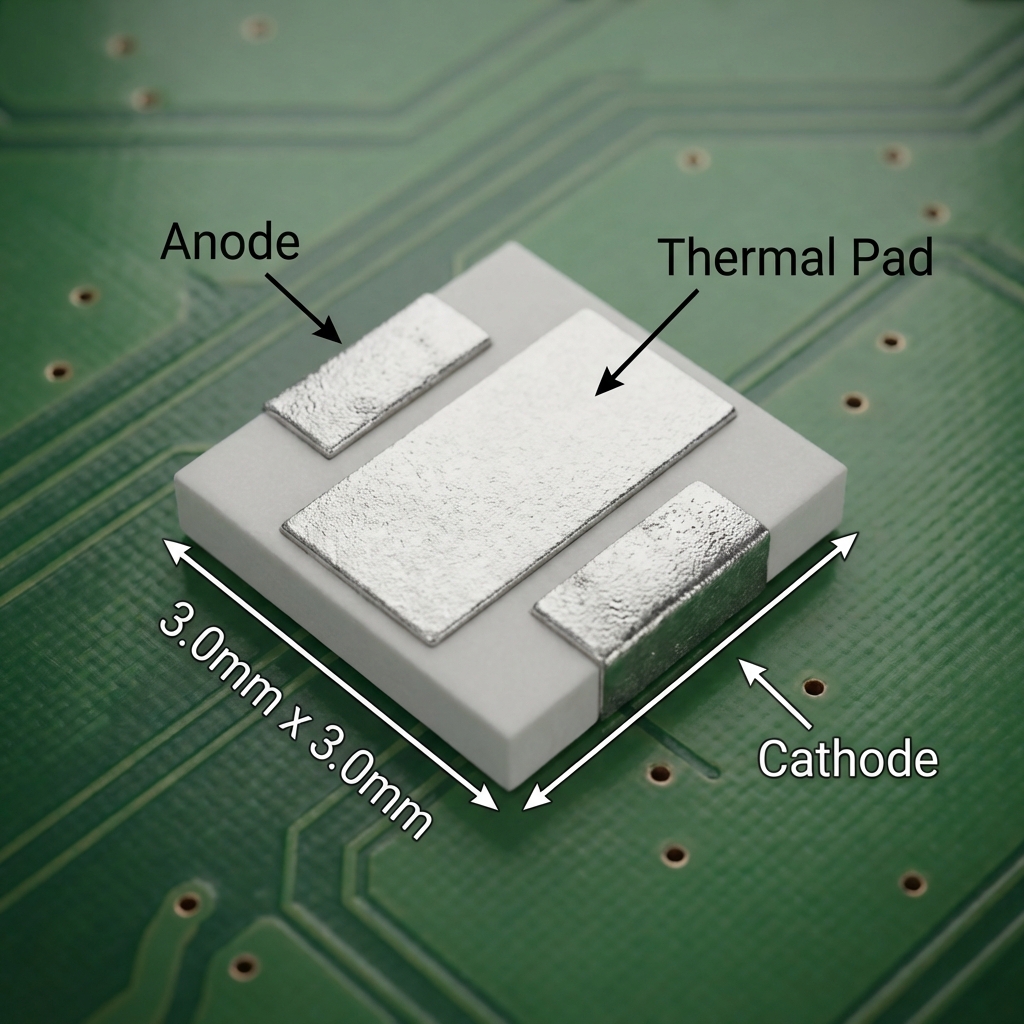
其实,3030灯珠焊盘的设计并不复杂,核心在于“Land Pattern”的尺寸把控与热管理。标准的 SMD 3030 封装尺寸为 3.0mm × 3.0mm,其推荐的焊盘通常包含两个电极焊盘(正负极)和一个中央大面积散热焊盘。对于大多数主流品牌(如我们恒彩电子、Cree 或 Bridgelux),整体焊盘区域建议控制在 2.6mm × 2.6mm 左右,以确保回流焊时的自对准效应。
在深入技术细节前,为了节省大家的时间,我总结了几个最关键的“避坑”要点:
焊盘尺寸: 不要直接按灯珠尺寸画,焊盘需外扩 0.2-0.4mm 以利于爬锡。
散热核心: 中间的散热焊盘(Thermal Pad)必须画,且要打过孔(Vias)通向底层铜箔,否则 1W 以上必光衰。
钢网开窗: 散热焊盘钢网建议做“田”字格分割,避免锡膏过多导致灯珠漂移或短路。
通用性误区: 3030、3535 和 5050 的焊盘不能直接通用,强制兼容会牺牲可靠性。
手工焊接: 极难操作,建议使用加热台辅助,仅靠烙铁容易烫坏胶体。
失效处理: 焊盘一旦脱落,高可靠性产品建议直接报废,不要强行飞线。
一、什么是 3030 灯珠?为什么它的焊盘长这样?
在开始画图之前,我们得先搞清楚手里的元器件到底是什么结构。
简单来说,3030 是指长宽均为 3.0mm 的表面贴装器件(SMD)。目前市场上主流的分为EMC3030(热固性环氧树脂)和 PCT3030(热塑性)两种支架结构。
2023-2025 年的行业数据显示,高质量的 EMC3030 灯珠在 1W 功率下,光效已普遍达到 140-170 lm/W,这意味它们虽然亮,但发热量依然不容小觑。
不同于传统的 2835 灯珠(只有两个引脚,散热靠负极),3030 灯珠最大的特点是底部有三个功能区:正极、负极、以及中间独立的(或与负极相连的)大面积散热金属盘。
如果你想了解更多关于这种灯珠的光学特性和内部结构,可以看看我们之前整理的这篇深度文章:smd3030灯珠 是什么灯(这种灯珠有哪些特点),里面有非常详细的拆解。
所以,你在设计 PCB 时,面对的不仅仅是导电,更是在设计一条“导热高速公路”。
二、3030灯珠焊盘尺寸:主流设计规范
很多新人问我:“有没有通用的 3030灯珠焊盘尺寸 图纸?”
答案是:有参考值,但要看具体厂家的 Datasheet。 不过,基于 IPC-7351 标准和我在恒彩电子的实战经验,以下是一个通用的设计推荐(单位:mm):
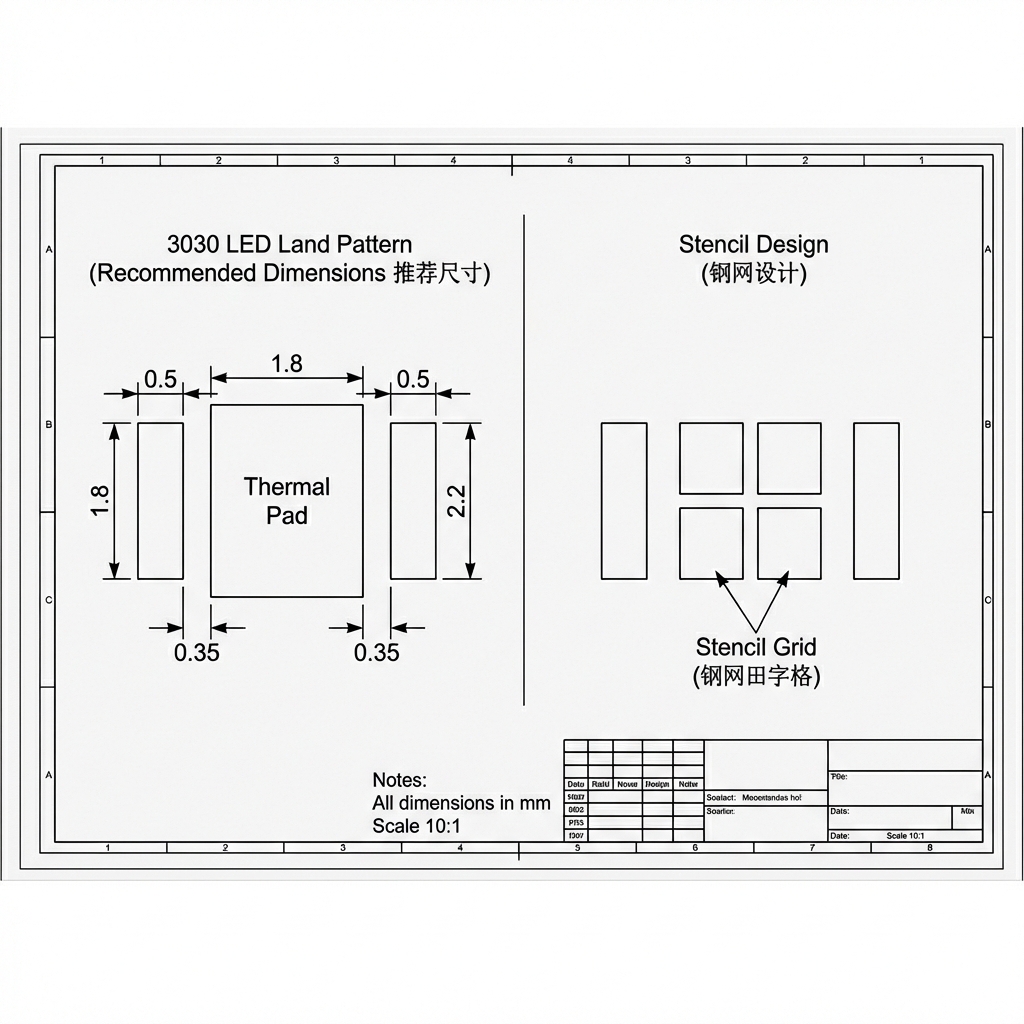
1. 推荐 Land Pattern 数据
整体占用面积: 约 3.6mm (宽) × 2.8mm (高)(含阻焊外扩)。
侧边电极焊盘(Anode/Cathode): 建议尺寸为 0.5mm (宽) × 1.8mm (高)。
中央散热焊盘(Thermal Pad): 建议尺寸为 1.8mm (宽) × 2.2mm (高)。
焊盘间距(Gap): 电极与散热盘之间至少保留 0.35mm 的阻焊桥,防止短路。
2. 阻焊与钢网设计
阻焊层(Solder Mask): 建议比铜皮单边大 0.05mm(即 2mil),也就是所谓的“阻焊开窗”。
钢网(Stencil):
电极部分:1:1 开口。
散热焊盘:千万不要 100% 开口! 建议做成 50%-70% 的覆盖率,采用“田”字形或圆形阵列开口。如果锡膏太多,回流焊时气泡排不出,会把灯珠“顶”起来,造成虚焊或歪斜。
三、3030、3535、5050、5730 焊盘能通用吗?
这是采购和结构工程师最喜欢问的问题,目的是为了减少 PCB 版本。但作为 SEO 和技术专家,我必须诚实地告诉你:大部分情况下,不能通用。
为了让你看得更清楚,我做了一个对比表:
| 封装类型 | 典型尺寸 (mm) | 焊盘结构特征 | 能否互换 | 备注 |
|---|---|---|---|---|
| 3030 | 3.0 × 3.0 | 2电极 + 1大散热盘 | 否 | 属于中大功率,必须考虑底部散热。 |
| 3535 | 3.5 × 3.5 | 陶瓷基板,大散热盘 | 否 | 3535灯珠焊盘通常更宽,且透镜较高,回流曲线也不同。 |
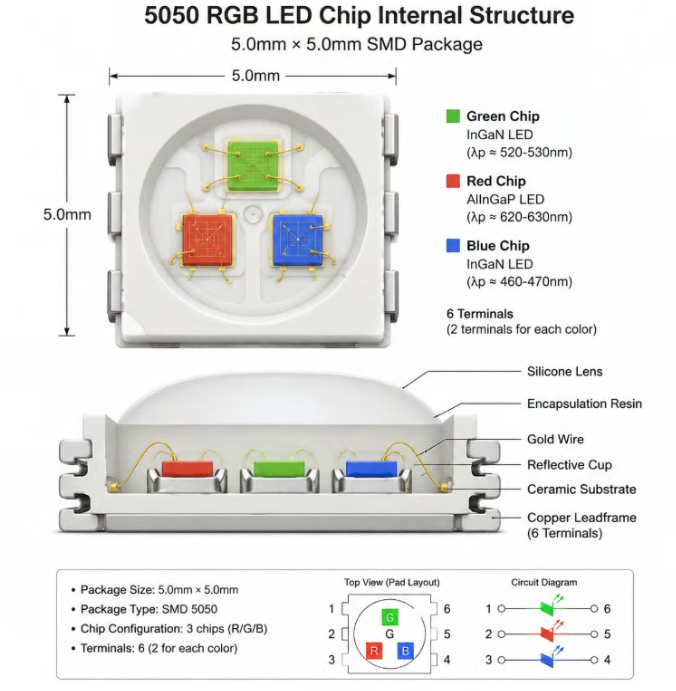
| 5050 | 5.0 × 5.0 | 6个引脚 (RGB/RGBW) | 否 | 5050灯珠焊盘即便是白光,也建议画6个独立焊盘以保证受力均匀。 |
| 5730 | 5.7 × 3.0 | 长条形,2电极+中间散热 | 否 | 5730led灯珠焊盘尺寸是长方形的,电流密度分布完全不同。 |
行业专家观点: “很多工厂为了省事,尝试在 3535 的焊盘上贴 3030,结果发现灯珠在回流焊炉里‘游泳’,最后全都歪了。这是因为液态锡的表面张力无法自动校正不同尺寸的器件。”
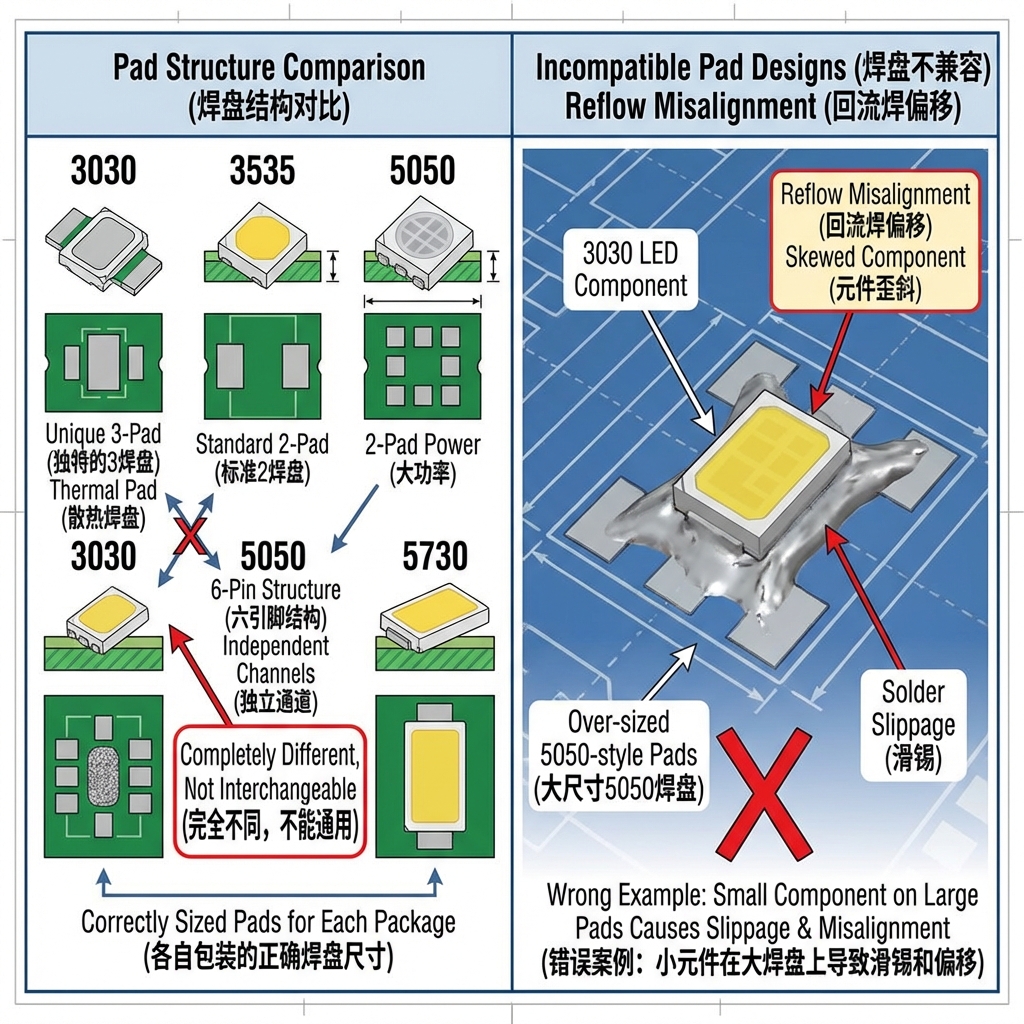
特别是 5050灯珠焊盘,市面上有些廉价方案将其简化为两个大长条,这非常危险。一旦 PCB 受热弯曲,长条焊盘极易造成应力集中,拉断灯珠内部金线。
四、3030灯珠怎么焊接?(工艺实战)
设计好了焊盘,下一步就是焊接。3030灯珠焊接其实是门技术活,尤其是对于没有自动化设备的小团队。
1. 回流焊(Reflow Soldering)—— 推荐方案
这是最标准的做法。对于 EMC3030 或陶瓷 3030,推荐使用无铅锡膏(SAC305)。
预热区: 150-200°C,持续 60-120秒。让助焊剂挥发,防止炸锡。
回流区: 217°C 以上时间控制在 60秒左右。
峰值温度: 260°C(切勿超过 10秒)。恒彩电子的灯珠通常能耐受 JEDEC J-STD-020 标准的 3 次回流,但温度过高会导致胶体变黄。
2. 手工焊接与维修 —— 为什么这么难?
很多人搜“3535灯珠焊接视频”或“3030 手焊教程”,看完觉得很简单,一上手就废。
难点: 焊盘在底部,烙铁头根本接触不到!
正确姿势: 必须使用灯珠焊台(恒温加热台/Hot Plate)。
将加热台设定在 240°C 左右。
在 PCB 焊盘上点少量锡膏。
放上灯珠。
把 PCB 放在加热台上,待锡膏融化、灯珠自动归位后,迅速移开冷却。
烙铁补救: 如果必须用烙铁,只能烫 PCB 背面的过孔(如果有)或者稍微加长焊盘引脚进行侧面传热,但风险极高。
五、失效分析:灯珠焊盘焊掉了怎么办?
这是一个非常痛心的话题。当你发现 PCB 上的铜箔连同灯珠一起掉下来时,说明这块板子经历了“惨无人道”的折磨。
灯珠焊盘焊掉了怎么办?
判断原因:
过热: 焊接时间太长,导致铜箔与基材(FR4或铝基)的胶水失效。
机械剥离: 板材受到剧烈弯折。
补救措施(仅限样板):
如果只是电极焊盘掉了,可以顺着线路刮开绿油,用细铜丝(飞线)连接到灯珠引脚。
如果是散热焊盘掉了,请直接放弃。没有散热通道,3030 灯珠点亮 30 秒内结温就会突破 120°C,瞬间光衰或烧毁。
B端建议:对于量产产品,一旦出现焊盘脱落,整块板应视为报废。返修的可靠性无法满足 3030 这种大功率器件在 2026 年的质量标准。
六、热管理:不仅仅是画个方块
在恒彩电子的技术支持群里,我常强调:焊盘设计就是散热设计的第一步。
对于 1W 左右的 3030 灯珠,PCB 的热阻(R-th)至关重要。
铜箔厚度: 尽量使用 1oz 或 2oz 铜箔。
热过孔(Thermal Vias): 在中间的散热焊盘区域,至少打 4-6 个直径 0.3mm 的过孔。
背面处理: 如果是 FR4 板,过孔必须通到背面的大面积铺铜区;如果是铝基板,确保绝缘层导热系数 > 1.5 W/m·K。
小贴士: 很多工程师习惯在散热焊盘上覆盖绿油(阻焊),这是错误的!散热焊盘必须裸铜或沉金/喷锡,并与锡膏充分熔合,才能将芯片的热量“抽”出来。
七、选型建议:不仅仅是看尺寸
在选择 3030 灯珠时,除了关注焊盘尺寸,还要看厂商的封装工艺。
比如我们深圳市恒彩电子有限公司,核心团队来自国内光学研究院,我们在封装 EMC3030 时,会特别优化支架的金属表面粗糙度,增加与锡膏的结合力。这意味着,同样的焊盘设计,使用高品质灯珠的剪切推力(Shear Force)会更大,更不容易在运输震动中脱落。
应用场景决定设计:
路灯/工矿灯: 震动大,焊盘需适当加大,增加锡量。
商业照明(筒灯): 空间小,焊盘需紧凑,防止连锡。
常见问题解答
Q:5730led灯珠焊盘尺寸比 3030 大,是不是更好焊?是的,5730 引脚外露明显,烙铁头容易接触,手工焊接更友好。但 3030 的光学密度和光效通常优于 5730,更适合对体积要求高的高端灯具。
Q:回流焊后灯珠歪了怎么回事?大概率是中间散热焊盘的锡膏量太多,或者两侧电极焊盘不对称(滑锡)。检查钢网开孔,把中间的大孔改成网格状可以解决。
Q:3030 灯珠可以直接替换 2835 吗?不可以。虽然尺寸接近,但 2835 通常没有底部散热盘(或极小),且功率多为 0.2W-0.5W。强行用 3030 替换,PCB 散热能力跟不上,灯珠会很快死灯。
希望这篇文章能帮你搞定 3030 灯珠的焊盘设计。记住,好的焊盘设计是灯具寿命的一半。如果你在设计过程中遇到拿不准的参数,或者需要更详细的封装库文件,欢迎随时交流!