选错贴片参数,一炉板子全报废——这种事在车间里并不少见。5050 RGB灯珠体积小、引脚密,对温度和对位精度的要求比普通直插LED严苛得多。本文基于实际生产经验,把整个贴片流程拆解给你看。
5050 RGB灯珠的基本结构,先搞清楚再动手
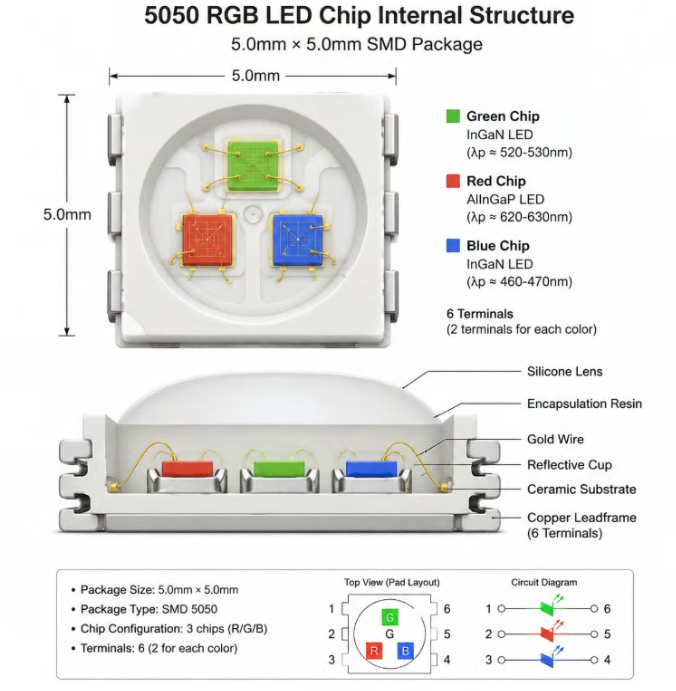
5050灯珠的封装尺寸是5.0mm × 5.0mm × 1.6mm,内部集成了R、G、B三个芯片,共有6个焊脚(也有4脚共阴/共阳版本,具体看规格书)。
跟普通单色灯珠相比,它的引脚间距更小,对焊盘设计和锡膏印刷精度要求更高。另外,5050封装的热容量比小尺寸封装(如0402、0603)大,回流焊时温度均匀性要特别关注。
贴片前必须确认的3个参数:
贴片前的准备工作,这一步很多人跳过
1. 灯珠开包后必须烘烤吗?
要看情况。5050灯珠的防潮等级一般是MSL Level 4,意思是:
开封后在30°C / 60%RH以下环境,必须在72小时内用完
如果超时了,在回流焊前需要先烘烤除湿:60–65°C,烘烤12小时以上
没烘烤直接过炉?水蒸气遇高温膨胀,轻则虚焊,重则芯片界面剥离、金线断裂
这个步骤跳过,后续不良率会直接飙升,一个矿区LED路灯项目曾因此整批报废。
2. PCB焊盘设计检查
贴片之前,先对照数据手册确认PCB焊盘尺寸是否匹配。5050的推荐焊盘尺寸通常是:
单脚焊盘:约1.6mm × 2.0mm
焊盘间距需与封装引脚间距一致,误差控制在±0.1mm以内
焊盘设计偏小,锡量不足,容易虚焊;偏大,则容易连锡短路。
3. 锡膏选择
5050 RGB贴片推荐用无铅锡膏(SAC305:96.5%Sn / 3.0%Ag / 0.5%Cu),熔点约217°C。
如果基板是铝基板(LED灯板常见),导热快,需要适当调整回流焊温区设定,防止升温过快导致锡膏飞溅。
正式贴片流程:7个步骤逐一拆解

第一步:锡膏印刷
用钢网将锡膏漏印到PCB焊盘上。
钢网开孔尺寸:比焊盘稍小约10–15%,防止溢锡
刮刀压力:通常5–8kg,速度40–80mm/s
印刷完成后,目视检查或用SPI(锡膏检测仪)确认锡量是否均匀,有无少锡、偏移、拉尖
关键点:锡膏印刷质量直接决定最终焊接良率,有数据显示,SMT制程中约60–70%的缺陷源头在这一步。
第二步:SPI锡膏检测
这一步很多小工厂省掉,代价是返修率高。
SPI检测仪会扫描每个焊盘的锡膏厚度、面积和高度,输出量化数据。标准是:
锡膏体积偏差:±25%以内
偏移量:不超过焊盘宽度的25%
发现问题直接在这步清板重印,比过炉后返修节省大量时间。
第三步:SMT贴片机贴装
贴片机吸嘴吸取5050灯珠,按程序坐标放置到PCB对应位置。
对5050 RGB灯珠需要特别注意:
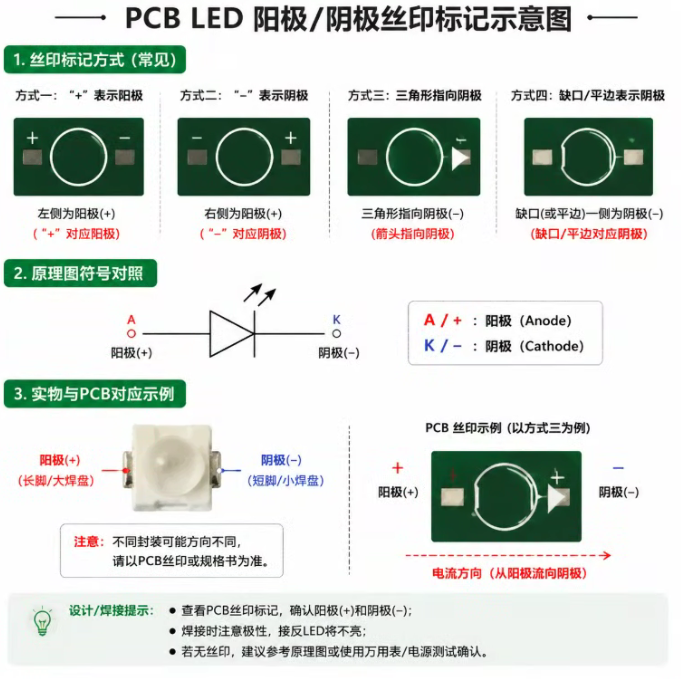
极性方向:5050有极性标记(通常是切角或点),方向贴错整批废
编写程序时,要根据BOM和位置图仔细核对每个坐标
吸嘴规格:5050封装建议用直径2.5–3.0mm的平面吸嘴,避免压伤封装
首件做完后,用放大镜或AOI进行首件确认,没问题再批量生产。
第四步:回流焊接(最关键的一步)

这步直接决定焊接质量,温度设错就是批量报废。
5050 RGB无铅回流焊推荐温度曲线(8温区炉):
几个容易踩的坑:
峰值超过260°C且持续时间过长:直接烧伤LED芯片,导致死灯或色偏
升温速度过快(超过3°C/秒):锡膏溅射、焊球飞溅
铝基板导热快,实际板面温度可能比测试点高5–10°C,需要实测补偿
回流焊只允许过一次,已过炉的板子不要二次回流
第五步:AOI光学检测
回流焊后,用AOI(自动光学检测)扫描每个焊点,判断:
有无漏贴、偏移、极性反向
有无连锡、虚焊、立碑(墓碑效应)
5050的6个焊脚要逐一确认,特别是RGB三色引脚的分配是否正确
AOI报警的板子拉出来人工复判,确认是真缺陷再返修,避免过度误报。
第六步:X-ray检测(视情况)
5050封装底部如果有散热焊盘(thermal pad),这个焊盘的焊接质量从外面看不到,这时候需要X-ray来确认有无空洞(void)。
空洞率标准:IPC-A-610规定,散热焊盘的焊锡空洞率一般要求低于25%。空洞过大,散热性变差,长期使用灯珠会因热积累加速衰减。
第七步:功能测试与分板
贴片完成后,通电点亮测试,逐颗或分区检查RGB三色是否正常发光、颜色是否准确。
常见问题和原因:
手工焊接5050 RGB灯珠可行吗?
可以,但对工具和手法要求比较高。
烙铁温度:不超过300°C,每个焊脚焊接时间不超过3秒
用细尖烙铁头(0.3–0.5mm),每次只焊一个脚
先定位两个对角脚,再焊其余引脚
焊完不要立刻弯折PCB,等温度降到室温再操作
手工焊接适合打样或少量维修,批量生产还是老实用SMT机器,一致性差距太大。
贴片后的存储和注意事项
焊接完成后,PCB未降温前不要施压或弯曲
需要清洗的板子,用推荐的免洗锡膏可以省掉清洗步骤;普通锡膏必须用酒精或专用清洗液清洁
成品在仓库存储:建议25°C以下,湿度50%以下,远离腐蚀性气体
总结
5050 RGB灯珠贴片的成败,80%取决于两件事:开包前的防潮处理 和 回流焊温度曲线是否准确。其他步骤按规范走,大多数问题都能避开。遇到批量不良,优先查锡膏印刷和炉温记录,这是最常见的两个根源。
下一篇:没有了