5050幻彩LED焊接的核心在于“温度控制”与“静电防护”。无论是普通RGB还是内置IC的幻彩灯珠,手工焊接时烙铁温度应控制在350℃±10℃,单点接触时间严格控制在3秒以内;若是批量SMT生产,则必须遵循IPC/JEDEC J-STD-020无铅回流焊标准,峰值温度不超过260℃。
作为恒彩电子的一名老技术员,我依然清晰地记得第一次焊接带有内置IC的5050灯珠时的情景。那时我并没有意识到那个小黑点(IC芯片)有多脆弱,按照焊电阻的方法去焊,结果一通电,整条灯带只有第一颗亮,后面的全“死”了。那种挫败感至今难忘。这就是为什么我总是不厌其烦地强调:幻彩灯珠不仅仅是发光体,它更像是一个微型的精密电路板。
在这行摸爬滚打这么多年,我总结了一些实打实的“避坑指南”。无论你是正在做样机调试的工程师,还是负责产线工艺的主管,这篇文章都能帮你省下不少返工的成本。
快速工艺要点(Quick Guide):
- 引脚辨识:务必分清DIN(信号进)和DOUT(信号出),接反了绝对不亮。
- 手工工具:必须使用恒温防静电烙铁,推荐使用刀型烙铁头以增加接触面积。
- SMT温区:回流焊预热区升温斜率需<3℃/s,防止胶体爆裂。
- 助焊剂:使用中性免洗助焊剂,酸性助焊剂会腐蚀LED支架银层。
- 静电防护:内置IC对静电非常敏感,操作必须佩戴静电环。
- 防潮管理:拆封后未用完的灯珠需重新真空包装或烘烤,防止吸湿炸裂。
5050幻彩LED焊接前的核心认知:结构与引脚定义
在拿起烙铁之前,我们得先搞清楚手里的5050幻彩灯珠到底是个什么构造。很多人容易把“5050 RGB”和“5050 幻彩(内置IC)”混为一谈,但这在焊接上是大忌。
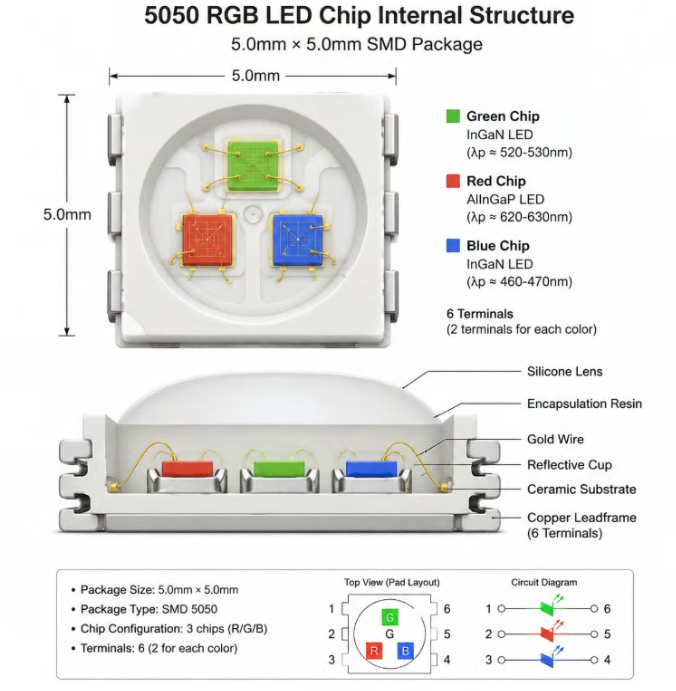
普通5050 RGB与内置IC幻彩灯珠的差异
普通的5050 RGB灯珠通常有6个引脚,分别对应红、绿、蓝三个芯片的正负极。它就像三个独立的灯泡装在一个壳子里,本身没有“大脑”,耐热性相对较好。
而5050幻彩灯珠(如常见的WS2812B、SK6812协议),它在灯珠内部封装了一颗驱动IC。这颗IC就是灯珠的“大脑”,也是最怕热的部件。 一旦焊接温度过高传导到IC,芯片逻辑就会损坏,导致不仅这颗灯不亮,信号也传不下去,整条灯带后面全瘫痪。
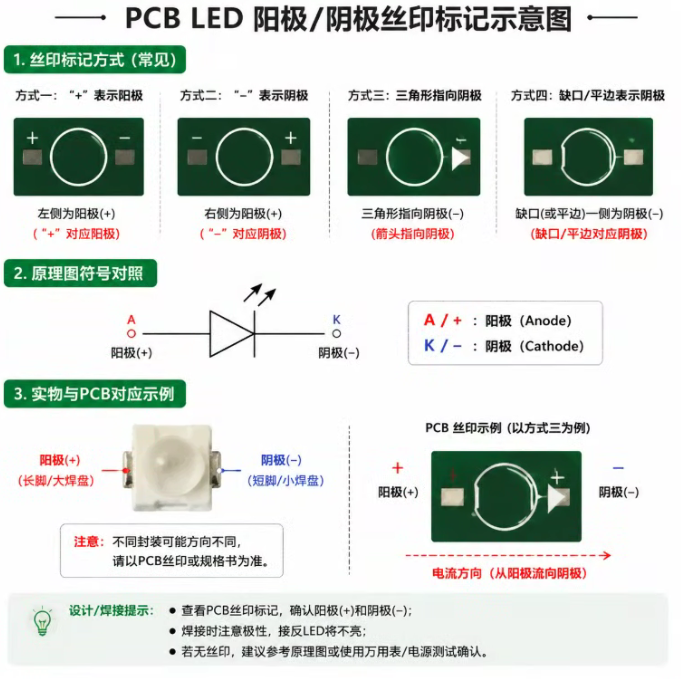
识别极性与方向是第一步
不要相信凭感觉盲焊。幻彩灯珠通常只有4个引脚:
- VDD:电源正极(通常5V)。
- GND:电源负极。
- DIN:数据输入(信号从控制器来)。
- DOUT:数据输出(信号传给下一颗灯)。
在PCB板设计时,一定要在丝印上标清楚信号流向箭头。我见过太多新手因为PCB没标方向,把整盘灯珠方向贴反,最后只能全部报废的惨案。
手工焊接5050幻彩LED:针对样机调试与维修的实操步骤
很多时候,我们在做工程样板或者维修坏点时,必须用到手工焊接。这时候,手上的功夫和工具的选择就至关重要了。
工具准备与温度设定
工欲善其事,必先利其器。别用那种几十块钱的直插式电烙铁,那种烙铁温度波动极大,很容易把灯珠烫死。
- 烙铁选择:推荐T12或高频恒温焊台。
- 烙铁头:优先选刀头(K头),因为5050焊盘接触面大,刀头传热快,能缩短加热时间。
- 温度设定:
- 有铅焊锡:320℃-350℃
- 无铅焊锡:350℃-380℃
防止“死灯”的关键手法
最核心的技巧只有一个字:快。
- 先上锡:先在PCB的一个焊盘上预先上一点锡。
- 固定:用镊子夹住5050灯珠,对其位置,用烙铁熔化预上锡的焊盘,固定住灯珠的一只脚。
- 补焊:然后迅速焊接其余三个引脚。

行业经验提示: 不要一直用烙铁头怼着引脚不放。如果3秒钟还没化锡,说明烙铁功率不够或者氧化了,赶紧移开,冷却后再试。持续高温超过5秒,内置IC损坏的概率会呈指数级上升。
灯条接线焊接的技巧
如果是焊接软灯条(FPCB),除了温度,还要注意应力释放。软板上的铜箔很薄,线焊好后如果用力拉扯,很容易把焊盘连根拔起。
焊好导线后,建议在焊点附近打一点704硅橡胶或者热熔胶进行固定,这样受力点就会转移到胶体上,而不是脆弱的焊盘上。
批量生产中的SMT回流焊工艺:J-STD-020标准曲线应用
对于恒彩电子这样的B端企业客户来说,手工焊只是小打小闹,真正的战场在SMT贴片回流焊。这里的数据稍有差池,损失的就是成千上万颗物料。
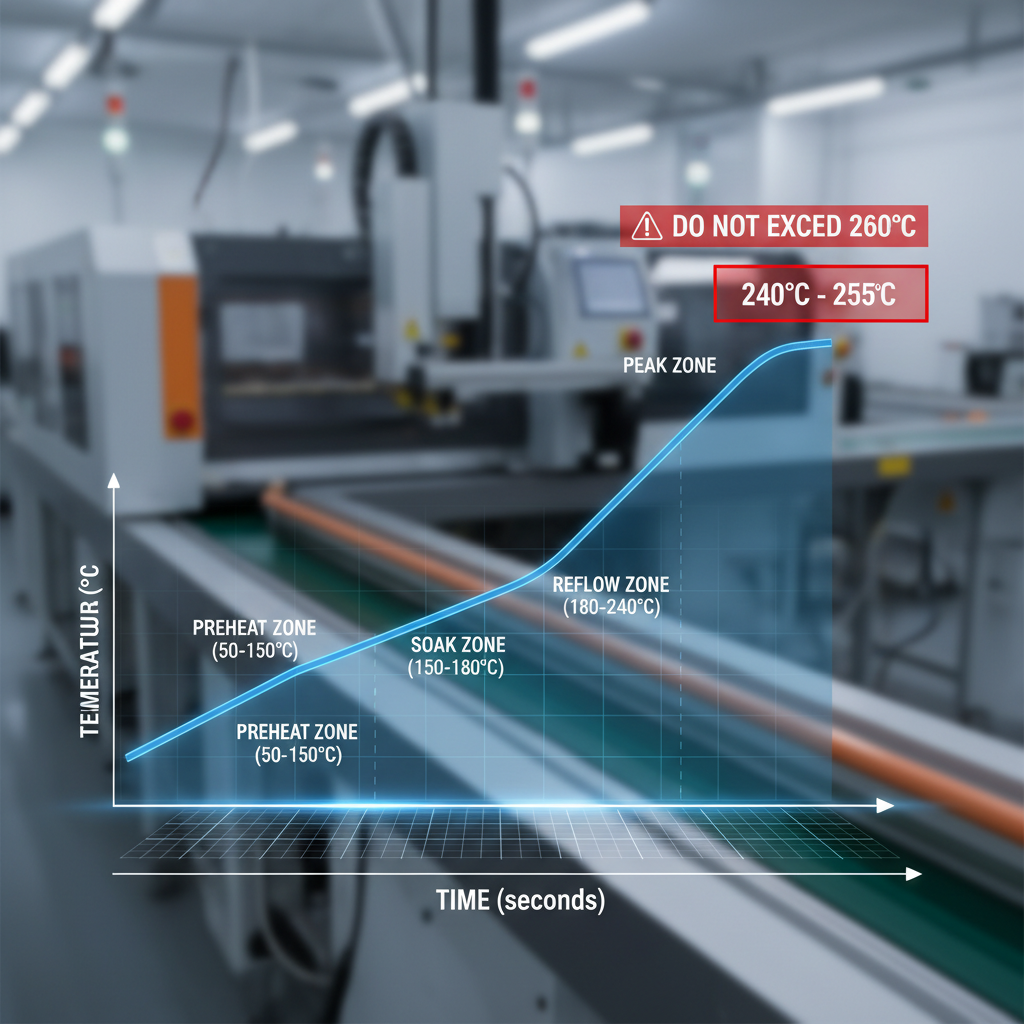
无铅回流焊温度曲线设定
大多数5050幻彩灯珠都使用PPA或PCT支架,它们对温度非常敏感。我们需要依据IPC/JEDEC J-STD-020标准来设定炉温。
以下是一份通用的无铅回流焊参考数据,适用于大多数内置IC的5050灯珠:
| 工艺阶段 | 温度范围 | 时间范围 | 关键控制点 |
|---|---|---|---|
| 预热区 | 室温 -> 150℃ | 60-120秒 | 升温斜率<3℃/s,让溶剂挥发,防止炸锡 |
| 恒温区 | 150℃ -> 200℃ | 60-120秒 | 助焊剂活化,让整板温度均匀 |
| 回流区 | >217℃ (液相线) | 60-90秒 | 真正焊接的阶段,时间过长会烧坏IC |
| 峰值区 | 240℃ - 255℃ | <10秒 | 绝对不能超过260℃,越短越好 |
| 冷却区 | 峰值 -> 100℃ | - | 降温斜率<4℃/s,防止热胀冷缩导致晶片剥离 |
钢网开孔与锡膏选择
2024年的行业数据显示,超过60%的LED焊接不良(如立碑、虚焊)源于钢网设计不当。
对于5050封装,我建议钢网厚度在0.12mm-0.15mm之间。如果灯珠排列非常紧密,建议将钢网开口内缩5%-10%,或者做成“田”字形开口,这样可以有效防止连锡短路。
MSL湿敏等级管理
这一点经常被忽视。5050灯珠通常是MSL 3级或4级湿敏元件。如果真空包装拆开超过24小时(有的甚至更短),上线前必须进行烘烤除湿。否则,回流焊的高温会让灯珠内部吸收的水分瞬间汽化,导致胶体爆裂,也就是我们常说的“爆米花效应”。
常见焊接缺陷分析与故障排查(Troubleshooting)
焊完了不代表活儿干完了。通电测试才是见真章的时候。
焊后不亮或颜色异常
如果你发现通电后灯不亮,或者颜色乱跳,别急着换灯,先按这个顺序查:
- 看极性:这是最低级但也最常见的错误。检查PCB上的VCC/GND是不是和灯珠的缺口标记对上了。
- 看信号:DIN和DOUT反了吗?信号必须是从控制器的输出接到第一颗灯的DIN。
- 测电压:用万用表量一下灯珠脚上的电压。如果是5V灯珠,实际电压低于4.5V可能会导致IC工作逻辑混乱(颜色乱闪)。
虚焊与冷焊(Cold Joints)
如果在显微镜下看到焊点呈现豆腐渣状,或者灰暗无光泽,那就是冷焊。这通常是因为烙铁温度不够,或者焊接时手抖了。这种焊点初期可能通电,但稍微震动或老化后就会断路。
连锡短路
由于5050的引脚就在灯珠底部侧面,锡量一旦过多,很容易爬到旁边的脚上去。特别是VDD和DIN如果连锡,可能会直接把控制器的高电平灌进信号脚,烧毁控制器端口。
行业专家观点: “如果你在修复连锡时感到困难,最好的办法不是加锡,而是加助焊剂。助焊剂是液态的‘手术刀’,能利用表面张力让连在一起的锡自然分开。”
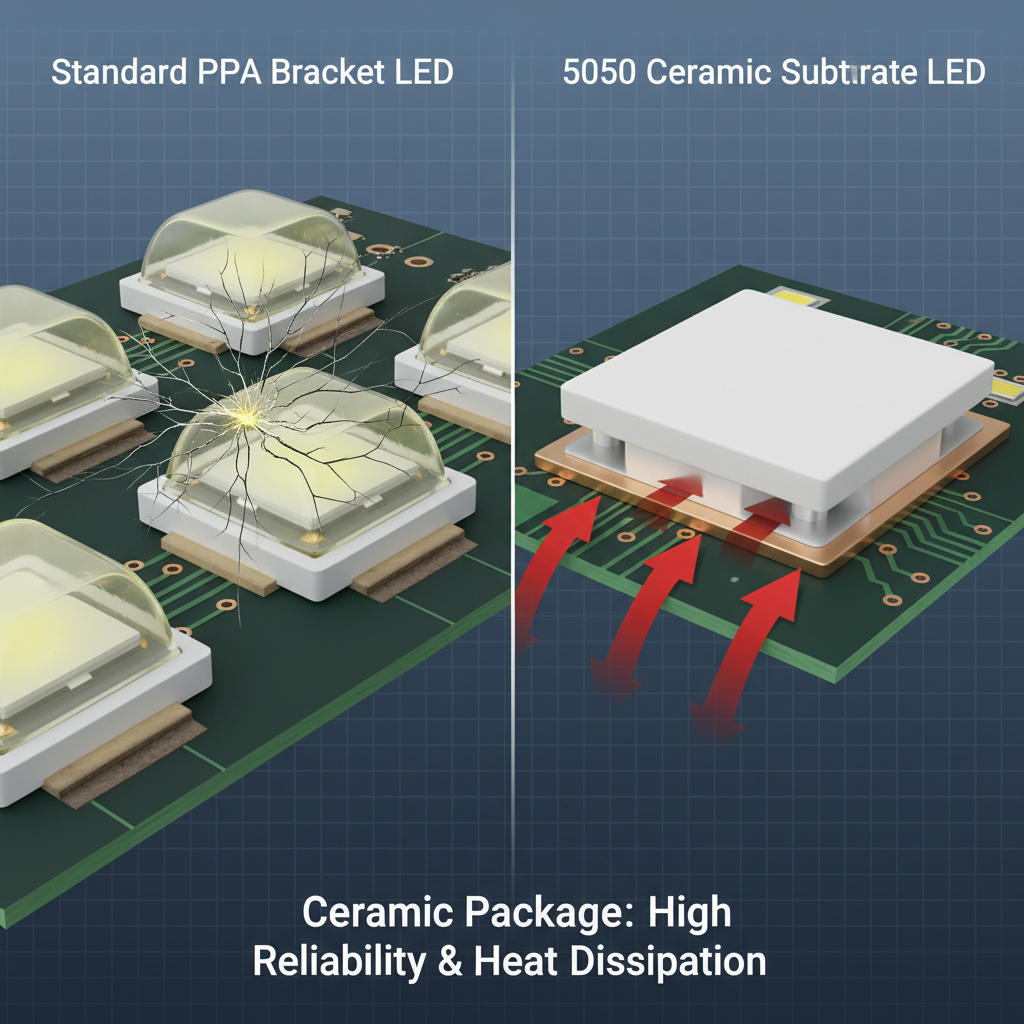
高可靠性应用:5050陶瓷LED灯珠的焊接与散热优势
在一些高端工程项目,比如户外亮化或者大功率舞台灯中,普通的PPA塑料支架5050可能扛不住长时间的高温工作。这时候,材料的选择就比焊接技巧更重要了。
为什么工程项目首选陶瓷封装
陶瓷基板的热膨胀系数与LED芯片非常接近,这意味着在冷热冲击下,它不会像塑料那样容易产生内部裂纹。这就不得不提到我们恒彩电子引以为豪的 5050陶瓷灯珠列表,这类产品专为严苛环境设计。
陶瓷5050 RGBW的特殊焊接要点
焊接陶瓷5050时,除了常规引脚,最重要的是底部的散热焊盘(Thermal Pad)。这个焊盘通常不通电,只导热。
- 在手工焊接时,很难焊好这个底部焊盘,所以建议使用热风枪或加热台辅助。
- 在钢网设计时,底部散热焊盘的开口要打成网格状,避免锡膏过多将灯珠顶起,导致信号引脚虚焊。
关于5050焊接的常见疑问解答
1. 5050幻彩灯珠焊接时最高能承受多少度?短时间(10秒内)峰值温度可以达到260℃,但为了安全起见,建议峰值控制在245℃左右。手工焊接时,烙铁头温度虽然设定在350℃,但实际接触焊盘时热量会迅速散失,所以只要动作快,是安全的。
2. 焊错了怎么拆除?千万别硬撬!如果是单颗,用双烙铁同时加热两边,或者用热风枪设定在320℃吹下来。记得风速调小点,别把周围的小电阻吹飞了。
3. 幻彩灯条一定要接控制器才能测试焊接好坏吗?是的。普通的通电(VCC/GND)是不会让幻彩灯珠亮起来的,必须给DIN脚输入符合协议(如归零码)的数据信号它才会亮。
4. 手工焊接后需要清洗助焊剂残留吗?如果使用的是免洗助焊剂,一般可以不洗。但在高湿度环境下(如户外工程),残留的助焊剂可能会吸潮变成导体,导致微漏电。所以对于高要求的工程单,我们恒彩电子建议必须清洗,并涂覆三防漆。
掌握了这些焊接工艺,你就掌握了让5050幻彩LED稳定工作的钥匙。无论你是想做炫酷的DIY作品,还是负责大型的商业照明项目,规范的焊接都是质量的第一道防线。如果你对特殊的封装形式或者更高功率的5050产品有疑问,欢迎随时来找我们探讨。毕竟,把每一颗灯珠焊好,让它们完美发光,是我们共同的目标。