了解你的5050灯珠:安装前的第一步
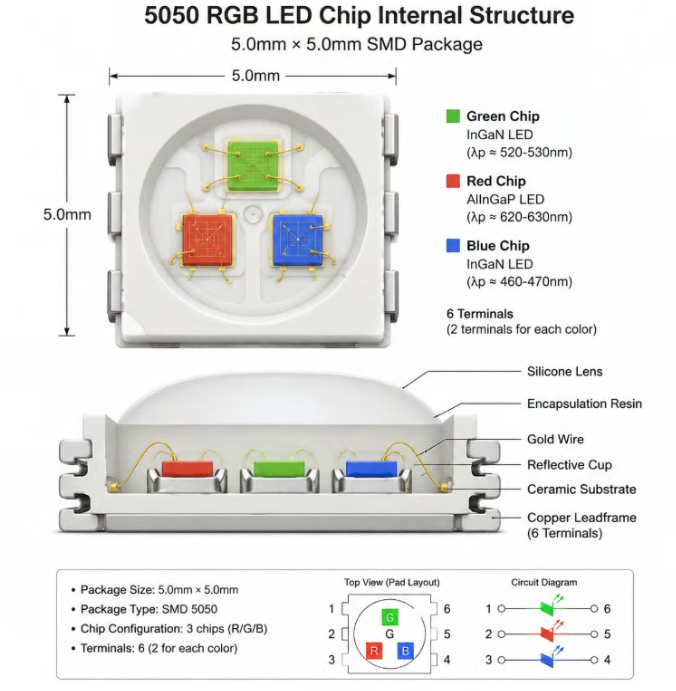
当你手里拿着5050灯珠,准备让它点亮你的创意时,首先恭喜你,你选择了一种非常常用且功能强大的LED光源。5050灯珠因其尺寸为5.0mm x 5.0mm而得名,内部通常集成了三颗芯片(比如红、绿、蓝三色芯片,或者三颗白光芯片),所以它的亮度比单芯片的3528等灯珠要高出不少,而且色彩表现也更丰富。它广泛应用于LED灯带、显示屏、室内照明、汽车照明等领域。
📖 本文目录
那么,究竟该如何正确安装这些小小的发光体呢?别担心,这并不是一件多么复杂的事情,只要你掌握了正确的方法和一些小技巧,就能轻松完成。
安装前准备:工具与材料清单
“工欲善其事,必先利其器。”在开始安装之前,你需要准备好一些必要的工具和材料。这不仅能让你的安装过程更顺利,也能确保最终的效果和安全性。
- 5050灯珠: 这是主角,确保它们是完好无损的。
- PCB板或散热基板: 灯珠需要焊接到一个电路板上,可以是柔性灯带板,也可以是硬性PCB板。选择带有合适焊盘和电路设计的板子。
- 电烙铁: 用于焊接灯珠的关键工具。建议选择带温度调节功能的恒温烙铁,功率在30-60W之间比较合适。
- 焊锡丝: 用于连接灯珠和电路板。选择含铅或无铅的优质焊锡丝,直径0.6mm-1.0mm为宜。
- 助焊剂: 可以帮助焊锡更好地流动,去除氧化物,使焊点更牢固美观。
- 镊子: 用于夹取和定位微小的灯珠,避免烫伤。
- 万用表: 用于检测电路通断、电压和灯珠的正负极,以及判断灯珠是否完好。
- 剥线钳和剪刀: 用于处理导线。
- 导线: 连接电源和灯珠电路板。根据电流大小选择合适截面积的导线。
- 电源: 提供灯珠工作所需的电压和电流,通常为DC 12V或24V,需要选择匹配灯珠工作参数的电源。
- 散热材料(可选但推荐): 散热膏、散热片或铝基板,对于高亮度或长时间工作的灯珠尤为重要。
- 防静电手环或防静电垫: LED灯珠对静电非常敏感,防静电措施可以有效避免灯珠损坏。
安全第一:安装前的注意事项
在动手之前,请务必注意以下几点,它们关系到你的安全和灯珠的寿命:
- 防静电措施: 佩戴防静电手环,或在防静电垫上操作。在触碰灯珠前,先触摸接地金属物体释放静电。
- 用电安全: 确保电源已断开,避免带电操作。烙铁通电后温度很高,注意防烫。
- 通风: 焊接时会产生烟雾,确保工作环境通风良好。
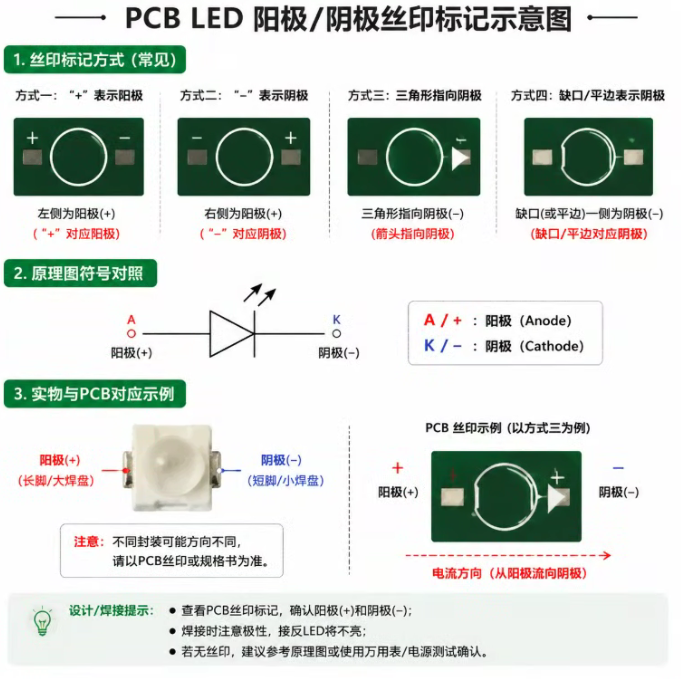
- 识别正负极: LED灯珠是具有单向导电性的,接反了是不会亮的,甚至可能损坏。5050灯珠通常在灯珠背面或侧面有标识(如绿色小点、切角或“+”号)来指示正极,负极通常有一个缺口或更长的引脚(在直插式灯珠中)。在贴片式5050灯珠上,通常有一个小角或绿色标记指向负极。
- 清洁: 确保焊盘和灯珠引脚干净,无油污或灰尘。
5050灯珠安装步骤详解
现在,我们进入核心部分——详细的安装步骤。
1. 识别正负极

这是安装5050灯珠最关键的第一步。5050灯珠通常有6个引脚,其中2个是公共引脚(通常是中间的两个,连接内部三颗LED芯片的公共端),其余四个是三颗LED芯片的独立正负极。
对于常见的单色5050灯珠,它通常有两对正负极引脚,你需要根据PCB板上的标识来确定。而对于RGB(红绿蓝)5050灯珠,它会有公共阳极或公共阴极,以及红、绿、蓝三色的独立引脚。
- 看标识: 大多数5050灯珠背面都会有“T”字形或“L”字形的焊盘,较小的一端(通常是“T”字形横杠的一侧,或“L”字形短边的一侧)通常是负极。有些灯珠会在负极引脚的边缘有一个小小的切角或绿色小点作为标记。
- 用万用表检测: 将万用表调到二极管档位。将红表笔和黑表笔分别接触灯珠的两个引脚。如果万用表显示一个数值(通常是几百),且灯珠微亮,那么红表笔接触的是正极,黑表笔接触的是负极。如果显示“OL”或不亮,则交换表笔再试。
2. 焊接前的准备
- 预热烙铁: 将电烙铁插上电源,等待其达到设定温度。对于5050灯珠,烙铁温度通常设置在300°C-350°C之间。
- 烙铁头清洁与上锡: 用湿海绵或铜丝球清洁烙铁头,然后给烙铁头蘸取少量焊锡,使其表面均匀覆盖一层薄薄的焊锡,这叫做“吃锡”,能提高焊接效率和质量。
- PCB焊盘预处理: 如果PCB焊盘表面有氧化层,可以用酒精擦拭干净。对于一些难以上锡的焊盘,可以提前涂抹少量助焊剂。
3. 固定灯珠与定位
使用镊子小心地夹起5050灯珠,将其放置在PCB板上对应的焊盘位置。确保灯珠的正负极与PCB板上的标识(通常是“+”和“-”号)对齐。由于灯珠很小,你需要稳住手,确保它在焊接过程中不会移动。
4. 烙铁焊接技巧
这是整个安装过程中最核心的步骤,决定了焊点的质量和灯珠的稳定性。
- 点焊固定: 用烙铁头蘸取少量焊锡,然后迅速点焊灯珠的一个焊盘。将烙铁头接触到灯珠的一个焊盘和PCB板上的对应焊盘的交界处,同时将焊锡丝轻轻点到烙铁头和焊盘之间。焊锡熔化后会迅速流向焊盘,形成一个固定点。移开烙铁和焊锡丝,等待焊点冷却。这个点焊的目的是为了固定灯珠,防止其在后续焊接时移动。
- 完成焊接: 确认灯珠已固定牢固后,重复上述步骤,依次焊接剩余的焊盘。每次焊接时,确保烙铁头同时接触灯珠引脚和PCB焊盘,让热量均匀传递。焊锡应适量,形成一个光滑、有光泽的“小山丘”状焊点,而不是球状或针状。
- 控制时间: 焊接每个焊盘的时间不宜过长,一般控制在2-3秒内。长时间加热会损坏灯珠内部芯片。
5. 检查焊点质量
焊接完成后,仔细检查每个焊点。
- 外观: 好的焊点应该是饱满、光滑、有光泽的,呈圆锥形或半月形,与焊盘和引脚紧密结合。
- 连接: 确保焊点没有虚焊、假焊(焊锡没有完全附着在引脚或焊盘上),也没有短路(焊锡桥接了相邻的引脚)。
- 牢固性: 用镊子轻轻拨动灯珠,看是否松动。
6. 连接电源与测试
- 连接导线: 根据电路设计,将电源线连接到PCB板的电源输入端。
- 通电测试: 连接电源,观察灯珠是否正常发光。如果灯珠不亮,或者亮度异常,请立即断电,进行故障排查。
常见问题与解决方案
在安装过程中,你可能会遇到一些问题。这里列举了一些常见情况及其解决方案:
| 问题描述 | 可能原因 | 解决方案 |
|---|---|---|
| 灯珠不亮 | 1. 正负极接反 | 检查灯珠和PCB板的正负极标识,重新焊接 |
| 2. 虚焊、假焊或脱焊 | 检查焊点,重新补焊或加固 | |
| 3. 灯珠损坏(静电击穿、过热) | 更换新的灯珠,注意防静电和焊接时间 | |
| 4. 电路开路或短路 | 用万用表检查电路板走线和焊点,排除开路或短路 | |
| 5. 电源故障或电压不匹配 | 检查电源输出电压是否正常,确保与灯珠工作电压匹配 | |
| 亮度不均 | 1. 灯珠参数差异 | 购买同一批次或品牌的灯珠,确保参数一致 |
| 2. 电路设计问题(如限流电阻不一致) | 检查电路设计和元件参数,确保每颗灯珠电流一致 | |
| 3. 散热不良导致部分灯珠过热 | 加强散热措施,如增加散热片或使用导热胶 | |
| 灯珠寿命短 | 1. 过流或过压使用 | 确保电源电压和电流在灯珠的额定工作范围内,使用合适的限流电阻 |
| 2. 散热不良 | 务必做好散热处理,特别是大功率灯珠,使用铝基板或散热片 | |
| 3. 静电击穿 | 严格遵守防静电操作规范 | |
| 焊接困难/焊点不牢固 | 1. 烙铁头氧化或未吃锡 | 清洁烙铁头,重新吃锡 |
| 2. 烙铁温度不合适 | 调整烙铁温度,使其在300°C-350°C之间 | |
| 3. 焊锡丝质量差或直径不合适 | 更换优质焊锡丝,选择0.6mm-1.0mm直径 | |
| 4. 未使用助焊剂或助焊剂不足 | 适量涂抹助焊剂,帮助焊锡流动 |
提高成功率的秘诀
除了上述步骤和故障排除,以下这些小技巧能帮助你更顺利地完成安装:
1. 散热处理很重要
5050灯珠虽然功耗相对较低,但长时间工作时仍然会产生热量。热量是LED寿命的杀手,过高的温度会导致亮度衰减加速甚至烧毁。因此,务必重视散热:
- 选择铝基板: 如果是自己设计PCB,优先选择导热性更好的铝基板。
- 使用散热膏/胶: 在灯珠底部和散热基板之间涂抹一层薄薄的散热膏或导热胶,可以有效提高热量传导效率。
- 增加散热片: 对于高密度排列或大功率的应用,可以考虑在PCB背面加装散热片。
2. 选择合适的电源
电源的稳定性和匹配性对灯珠的正常工作至关重要。
- 电压匹配: 确保电源输出电压与灯珠的工作电压(通常是DC 12V或24V)相符。
- 电流充足: 计算所有灯珠的总电流需求,电源的额定输出电流应略大于这个总需求,留有余量。
- 稳压电源: 推荐使用稳压电源,以避免电压波动对灯珠造成损害。
3. 严格防静电措施
LED是静电敏感器件,微小的静电放电都可能对其造成永久性损伤。
- 防静电手环: 佩戴接地良好的防静电手环。
- 防静电垫: 在工作台铺设防静电垫。
- 包装: 在未安装前,将灯珠保存在防静电袋中。
4. 练习与耐心
如果你是初次尝试焊接,可能不会一次成功。不要气馁,多练习几次,你会发现自己的焊接技术会越来越熟练。从简单的点焊开始,逐渐掌握烙铁的温度、时间和角度。
5050灯珠与其他类型灯珠对比
为了让你对5050灯珠有更全面的了解,我们将其与市面上常见的其他贴片LED灯珠进行一个简单的对比:
| 特性/型号 | 3528灯珠 | 5050灯珠 | 5730灯珠 |
|---|---|---|---|
| 尺寸 | 3.5mm x 2.8mm | 5.0mm x 5.0mm | 5.7mm x 3.0mm |
| 内部芯片 | 通常1颗芯片 | 通常3颗芯片 | 通常1颗大功率芯片 |
| 亮度 | 较低(约6-8流明/颗) | 中等偏高(约18-24流明/颗) | 较高(约40-60流明/颗) |
| 功耗 | 较低(约0.06W/颗) | 中等(约0.18-0.24W/颗) | 较高(约0.5W/颗) |
| 散热需求 | 一般 | 中等,需注意 | 较高,必须做好散热 |
| 应用场景 | 较低亮度要求,如指示灯、装饰灯带 | 常用LED灯带、室内照明、显示屏 | 大功率照明、筒灯、射灯等 |
| 特点 | 小巧,功耗低,成本低 | 亮度高,色彩丰富,应用广泛 | 亮度高,光效好,散热要求高 |
从表格中你可以看到,5050灯珠在尺寸、亮度和应用广泛性上找到了一个很好的平衡点,这也是它如此受欢迎的原因。
日常维护与保养
成功安装并点亮你的5050灯珠后,适当的维护和保养能延长它的使用寿命:
- 保持清洁: 定期用柔软的布轻轻擦拭灯珠表面,去除灰尘和污垢,避免影响光效和散热。
- 检查连接: 定期检查电源线和焊点是否松动或氧化,确保电路连接良好。
- 避免潮湿: LED灯珠应在干燥的环境下使用,避免潮湿和水汽侵入。
- 避免频繁开关: 频繁的开关会缩短LED的寿命,尽量减少不必要的开关次数。
你可能想知道的
问:5050灯珠可以用交流电吗?
答: 不可以直接用交流电。5050灯珠是直流供电的器件,通常需要DC 12V或24V的直流电源。如果你想在交流电环境下使用,需要搭配一个合适的AC-DC电源适配器(整流器),将交流电转换为直流电。
问:焊接时烙铁温度多少合适?
答: 焊接5050灯珠时,恒温烙铁的温度建议设置在300°C到350°C之间。这个温度既能保证焊锡快速熔化,又不会对灯珠造成过热损伤。如果温度过低,焊锡不易熔化,容易造成虚焊;如果温度过高,则可能烧坏灯珠。
问:如何判断5050灯珠是否损坏?
答: 你可以使用万用表进行判断。将万用表调到二极管档位,然后用红表笔和黑表笔分别接触灯珠的正负极。如果灯珠能微亮,且万用表显示一个正常的电压降(通常在2V-3.5V左右,根据颜色和型号不同),说明灯珠是好的。如果灯珠不亮,且万用表显示“OL”(开路)或接近0V(短路),则说明灯珠可能已经损坏。
安装5050灯珠需要你准备好工具、了解正负极、掌握焊接技巧并注重散热和防静电,通过耐心操作和检查,你就能让这些小小的发光体发挥出最大的光彩。希望对你有用。