你最近在尝试焊接2016陶瓷灯珠,是吗?也许你已经焊过一些,心里却在嘀咕:“我焊对了吗?”别担心,这是很多新手甚至经验丰富的工程师都会遇到的问题。2016灯珠,这里指的不是年份,而是一种特定封装尺寸的LED灯珠型号。特别是陶瓷基板的2016灯珠,由于其独特的材料特性,焊接起来确实需要一些特别的技巧和注意事项。
今天,我们就来好好聊聊这个话题,确保你下次焊接时能做到心中有数,焊出稳定又可靠的产品。
2016陶瓷灯珠:你了解吗?
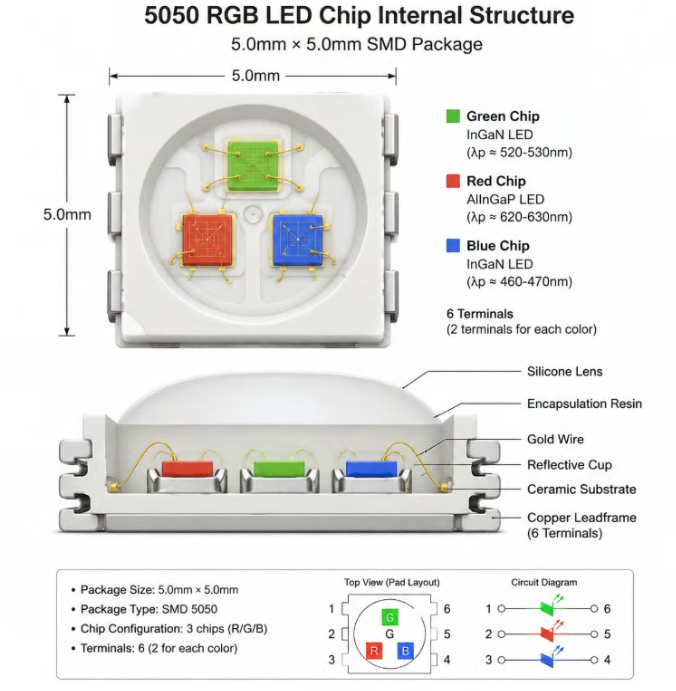
我们得弄清楚2016陶瓷灯珠到底是什么。它是一种表面贴装(SMD)LED灯珠,尺寸大约是2.0mm x 1.6mm。它的“陶瓷”特性是关键。传统的LED灯珠可能使用环氧树脂或PPA等材料作为基板,而陶瓷基板则带来了显著的优势:
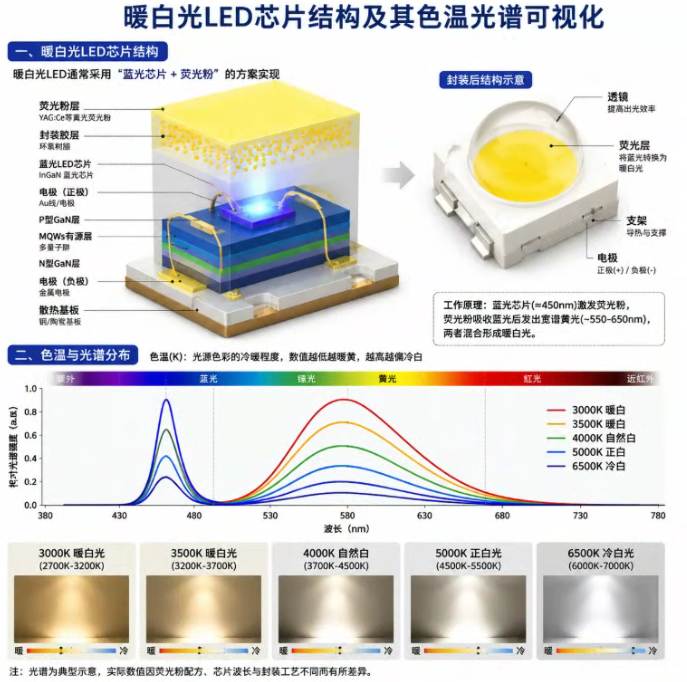
- 散热性能好:陶瓷材料导热性优秀,能更快地将LED芯片产生的热量散发出去,这对于延长灯珠寿命和保持光效非常重要。
- 耐高温:陶瓷能承受更高的工作温度,使得灯珠在极端环境下也能稳定工作。
- 可靠性高:陶瓷基板的热膨胀系数与LED芯片更接近,减少了热应力,从而提高了灯珠的长期可靠性。

正是因为这些优点,2016陶瓷灯珠在照明、显示、背光等领域越来越受欢迎。如果你正在寻找高质量的灯珠产品,市面上有很多专业的生产厂家,比如像恒彩电子灯珠生产厂家(你可以访问他们的网站了解更多:[https://www.h-cled.com/](https://www.h-cled.com/)),他们通常会提供多种型号和规格的灯珠。
焊好灯珠:为什么很重要?
你可能会问,不就是焊个小灯珠嘛,有那么讲究吗?答案是:非常讲究!焊接质量直接关系到灯珠的性能、寿命和你的产品可靠性。
- 性能衰减:如果焊接不牢固,或者出现虚焊、冷焊,灯珠的电接触电阻会变大,导致发热增加,光效下降,甚至提前报废。
- 寿命缩短:不当的焊接温度或时间,可能损伤灯珠内部芯片或封装材料,大大缩短灯珠的实际使用寿命。
- 可靠性问题:在产品工作过程中,如果焊接质量不过关,灯珠可能会出现闪烁、不亮甚至短路等问题,给你的产品带来严重的质量隐患。
- 返修成本:一旦出现问题,返修不仅耗费人力物力,还可能影响你的生产计划和客户满意度。
所以,花点时间把焊接这步做好,绝对是事半功倍的事情。
焊接前:准备好了吗?
好的开始是成功的一半。在拿起烙铁之前,请确保你已经做好了充分的准备。
- 工具和材料:
- 烙铁:建议使用恒温烙铁,功率在30W-60W之间,能精确控制温度。烙铁头选择尖头或斜口头,方便操作。
- 焊锡丝:选择含铅或无铅焊锡丝,直径0.5mm-0.8mm为宜。无铅焊锡熔点较高,但更环保。
- 助焊剂:高质量的免洗助焊剂,能帮助焊锡更好地润湿焊盘。
- 镊子:用于夹取和定位灯珠。
- 放大镜或显微镜:观察细小的灯珠和焊点。
- 防静电手套/腕带:LED灯珠对静电非常敏感,务必做好防静电措施。
- 清洁工具:酒精、棉签或无尘布,用于清洁焊盘和灯珠。
- 吸锡器/吸锡带:以防万一需要返工。
- 工作环境:
- 保持工作台面整洁、无尘。
- 确保环境通风良好,避免吸入焊锡烟雾。
- 检查灯珠和PCB焊盘:
- 仔细检查2016陶瓷灯珠是否有物理损伤,比如裂纹、掉角等。
- 检查PCB上的焊盘是否干净、无氧化、无油污。
焊接步骤:核心要点
现在,我们进入实战环节。无论是手焊还是回流焊,都有其关键的步骤和注意事项。
温度:关键因素
陶瓷基板的2016灯珠对温度比较敏感,但又比传统基板更能承受高温。不过,过高的温度仍然会损伤灯珠。
- 手焊烙铁温度:一般建议控制在280℃-350℃之间。具体温度取决于你使用的焊锡丝类型(无铅焊锡需要更高温度)和烙铁头的大小。你可以先在废板上测试一下,找到一个能让焊锡快速熔化但又不会让灯珠过热的温度。
- 回流焊温度曲线:回流焊需要精确的温度曲线,包括预热区、恒温区、回流区和冷却区。峰值温度通常在240℃-260℃之间,具体参数需根据焊锡膏的特性和PCB板的厚度来调整。预热和冷却斜率要控制好,避免热冲击。
方法:手焊还是回流焊?
这两种方法各有优缺点,选择哪种取决于你的生产规模和设备。
| 特性 | 手工焊接 | 回流焊接(SMT) |
|---|---|---|
| 适用范围 | 小批量生产、样品制作、返修 | 大批量生产、自动化程度高 |
| 效率 | 低,耗时 | 高,一次可焊接大量灯珠 |
| 一致性 | 差,受操作人员技能影响大 | 好,焊接质量一致性高 |
| 设备成本 | 低(烙铁、焊锡等) | 高(回流焊炉、贴片机等) |
| 操作难度 | 相对较高,需要熟练技巧 | 编程和维护复杂,但操作过程自动化 |
| 热损伤风险 | 高,局部过热风险大 | 相对低,整体均匀加热,但曲线设置不当仍有风险 |
| 焊接质量 | 易出现虚焊、连锡、冷焊等问题 | 焊点饱满、可靠性高 |
对于个人爱好者或小批量生产,手焊是更经济实惠的选择。
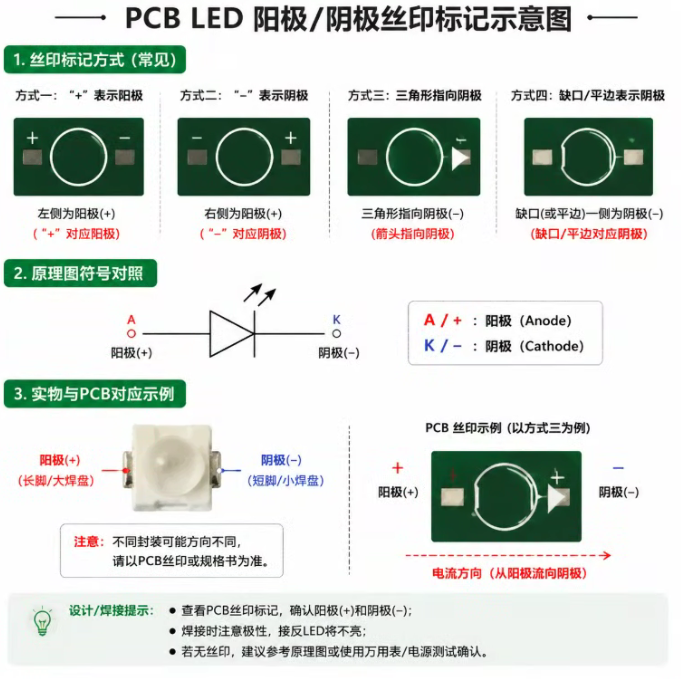
极性:别弄反了
LED灯珠是有极性的,正负极不能接反。2016灯珠通常会在灯珠背面或侧面有标识,比如绿色小点、切角或者“+”号来指示正极。在焊接前,务必仔细核对灯珠和PCB焊盘的极性。接反了灯珠是不会亮的!
操作:细节决定成败(手焊步骤)
- 清洁:用酒精和棉签清洁PCB焊盘。
- 预上锡:在PCB的一个焊盘上预先上一点焊锡。这样可以帮助你固定灯珠。
- 定位灯珠:用镊子小心地将2016陶瓷灯珠放置在PCB焊盘上,确保极性正确。
- 固定一端:用烙铁头轻触预上锡的焊盘和灯珠引脚,让焊锡熔化并固定住灯珠的一端。在焊锡凝固前,确保灯珠位置摆正。
- 焊接另一端:在另一侧的焊盘上,用烙铁头同时加热焊盘和灯珠引脚,然后将焊锡丝送入,待焊锡熔化并充分润湿焊盘和引脚后,移开焊锡丝,再移开烙铁。
- 检查焊点:待焊锡完全冷却凝固后,检查焊点是否饱满、光亮,无虚焊、短路现象。
小贴士:
- 少即是多:焊锡量不宜过多,否则容易造成短路。
- 快准狠:烙铁接触时间不宜过长,一般控制在2-3秒内,避免灯珠过热。
- 固定好:在焊锡凝固前,不要移动灯珠,否则容易造成虚焊或冷焊。
常见问题:如何避免?
焊接2016陶瓷灯珠时,你可能会遇到以下问题:
- 虚焊:焊点不牢固,电接触不良。表现为灯珠时亮时不亮,或接触不良。
- 原因:焊盘或引脚氧化、烙铁温度不够、焊接时间过短、焊锡量不足、焊接时灯珠移动。
- 避免:清洁焊盘、控制好温度和时间、使用适量焊锡、固定好灯珠。
- 短路:焊锡连接了不该连接的引脚或焊盘。
- 原因:焊锡量过多、灯珠放置不准确、焊盘间距过小。
- 避免:控制焊锡量、精确放置灯珠、检查焊盘设计。
- 冷焊:焊点呈哑光、粗糙状,不光亮。虽然看起来连接了,但内部结构不牢固。
- 原因:焊锡未完全熔化、烙铁温度不足、焊接时灯珠移动。
- 避免:确保烙铁温度足够、焊锡充分熔化、焊锡凝固前保持稳定。
- 灯珠损坏:灯珠不亮或光效明显降低。
- 原因:烙铁温度过高、焊接时间过长、静电损伤、物理损伤。
- 避免:严格控制温度和时间、做好防静电措施、小心操作。
检查与排除:确保万无一失
焊接完成后,别忘了进行检查和测试。
- 目视检查:
- 检查所有焊点是否饱满、光滑、有光泽。
- 确认没有虚焊、短路、连锡的现象。
- 检查灯珠是否平整地贴合在PCB上,没有倾斜或翘起。
- 检查灯珠表面是否有灼伤或损伤。
- 电气测试:
- 使用万用表二极管档位测试灯珠的正负极,正常情况下会显示一个电压降(通常在2V-3.5V之间,取决于灯珠颜色和类型),反向不导通。
- 通电测试:连接好电源,给灯珠通电,观察是否正常发光,亮度是否均匀。
如果灯珠不亮或有问题怎么办?
- 检查极性:这是最常见的原因,确保没有接反。
- 检查焊点:是否有虚焊、短路?用万用表或放大镜仔细检查。
- 检查电源:供电电压和电流是否正常?
- 检查灯珠本身:如果以上都没问题,可能是灯珠本身有缺陷。如果你是从像恒彩电子这样的正规厂家购买的灯珠,出现质量问题的概率会大大降低。
焊接2016陶瓷灯珠并不难,关键在于理解其特性,做好充分准备,掌握正确的温度和操作技巧,并始终注意防静电和质量检查,你就能焊出可靠的灯珠。希望对你有用。
你可能想知道的
Q1:2016灯珠的“2016”到底是什么意思?是生产年份吗?
A1:不是的。“2016”是指灯珠的封装尺寸,即2.0毫米 x 1.6毫米。这是一种行业内通用的尺寸命名方式,与生产年份无关。
Q2:陶瓷基板的2016灯珠比普通基板的灯珠更难焊吗?
A2:不一定更难,但需要更注意。陶瓷基板散热好,可以承受更高温度,但同时热冲击稳定性相对差一点点,所以预热和冷却过程要控制好。只要掌握了正确的温度和方法,它反而可能更稳定。
Q3:手焊2016灯珠时,焊锡量如何判断才合适?
A3:焊锡量以能完全覆盖焊盘和灯珠引脚,形成一个光滑、饱满的“半月形”或“圆弧形”为宜。过多容易短路,过少则可能虚焊。通常,0.5mm直径的焊锡丝,送入1-2mm的长度就足够了。
Q4:焊接时,不小心碰歪了灯珠,还能补救吗?
A4:如果焊锡还没完全凝固,可以趁热用镊子轻轻调整。如果已经凝固,不要强行掰动,那样可能会损伤灯珠或焊盘。最好是重新加热焊点,让焊锡熔化后,再用镊子重新定位。如果焊点已经很差,可以考虑用吸锡器或吸锡带清除旧焊锡,重新焊接。
Q5:为什么我焊的灯珠总是容易坏?是不是静电问题?
A5:静电确实是LED灯珠的“隐形杀手”。如果你的灯珠经常损坏,除了检查焊接温度、时间、极性外,防静电措施是重中之重。请务必佩戴防静电手套或腕带,确保工作台面是防静电的,并且设备接地良好。