工程师在项目初期常常陷入两难:直插陶瓷灯珠和贴片哪个好?如果封装形态匹配错误,轻则导致设备在高温极限下发生严重光衰,重则直接拉低整条SMT全自动化产线的良品率。核心结论其实具备极强的指向性:大功率聚光与极限耐高温场景必须依托陶瓷基板,而追求极致微型化与百万级量产的消费电子则离不开贴片封装。
一、 工业视觉检测场景:击破“高温光衰”痛点
在全天候运转的AOI(自动光学检测)设备中,内部机箱温度常年逼近85°C。 如果此时采用普通塑料支架的光源,持续的高结温(Junction Temperature)会使塑料基材迅速碳化发黄。摄像头的补光一旦出现30%以上的照度衰减,检测画面就会布满噪点,直接导致微小瑕疵的漏检。
应对这种极限热负荷,直插陶瓷灯珠是毋庸置疑的最优解。
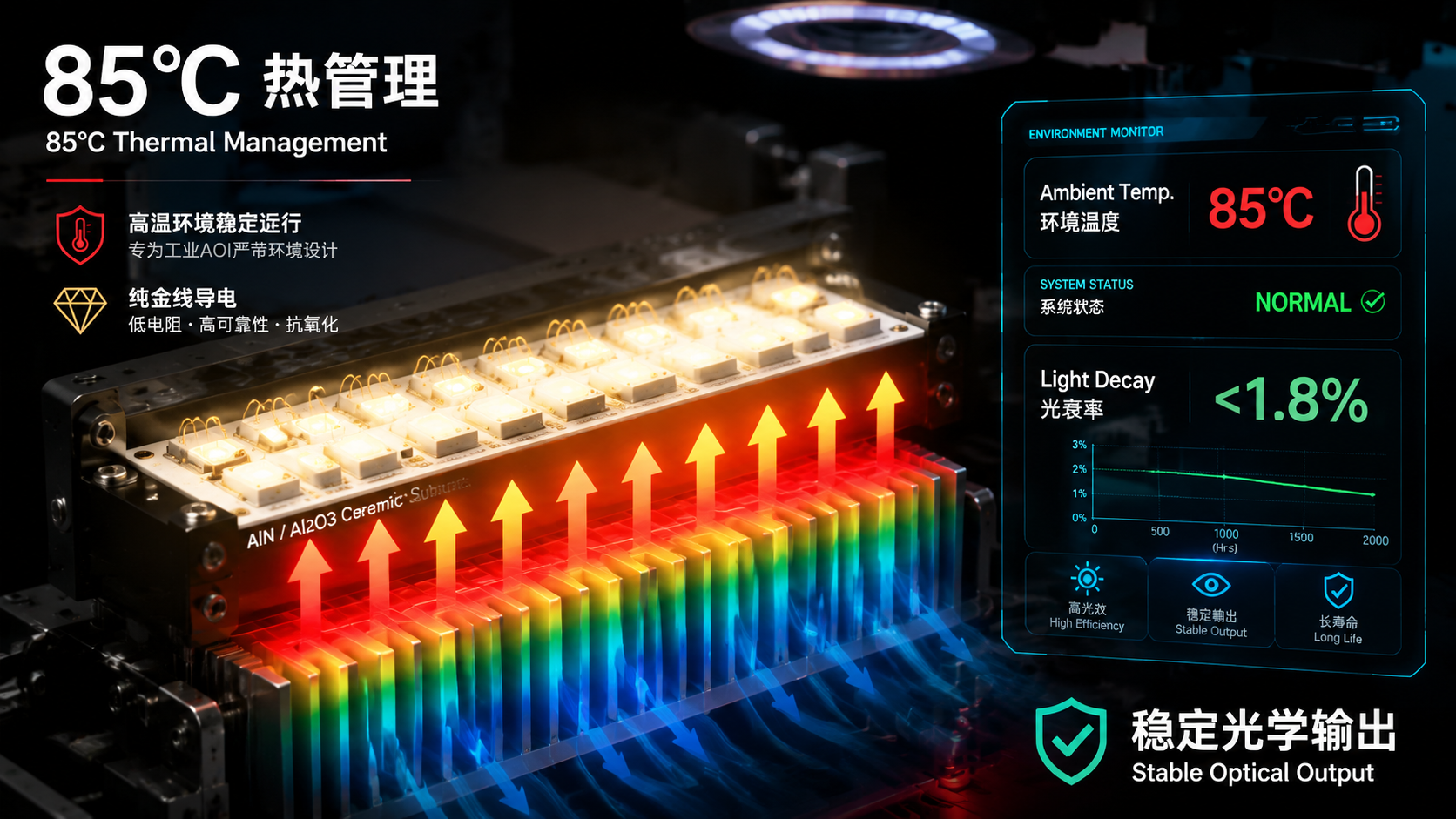
它采用氧化铝(Al2O3)或氮化铝(AlN)作为核心导热基板。高级陶瓷的热导率是普通FR4玻纤板的数十倍,能够像高效的微型泵一样,瞬间将发光芯片产生的热量抽离。配合纯金线的高效导电特性,即使在3W的满负荷运作下,连续点亮2000小时的光衰也能严格控制在1.8%以内。
二、 智能照明与消费电子场景:跨越“空间与效率”的鸿沟
当我们把目光转向厚度仅有5毫米的智能超薄面板灯,或者需要密集排布的柔性洗墙灯带时,传统的直插元件就会成为一场灾难。 突出的引脚不仅无法塞进狭小的结构件中,纯手工的波峰焊工艺更是会让百万级订单的交期彻底失控。
此时,贴片LED(SMD LED)展现出了降维打击的优势。它的外壳通常采用PPA、PCT或EMC塑料,去除了冗长的引脚,直接以表面贴装技术(SMT)与电路板结合。全自动贴片机能够以每小时数万点的速度进行高精度挂载,将人工干预成本降至冰点。虽然其单颗典型功率(0.1W-0.5W)较小,但通过高密度阵列排布,能够输出极其均匀的柔和面光源。
三、 核心参数对决:热阻、光效与封装形态对比
为便于研发端快速定型,以下整理了两种封装形态的核心物理属性差异:
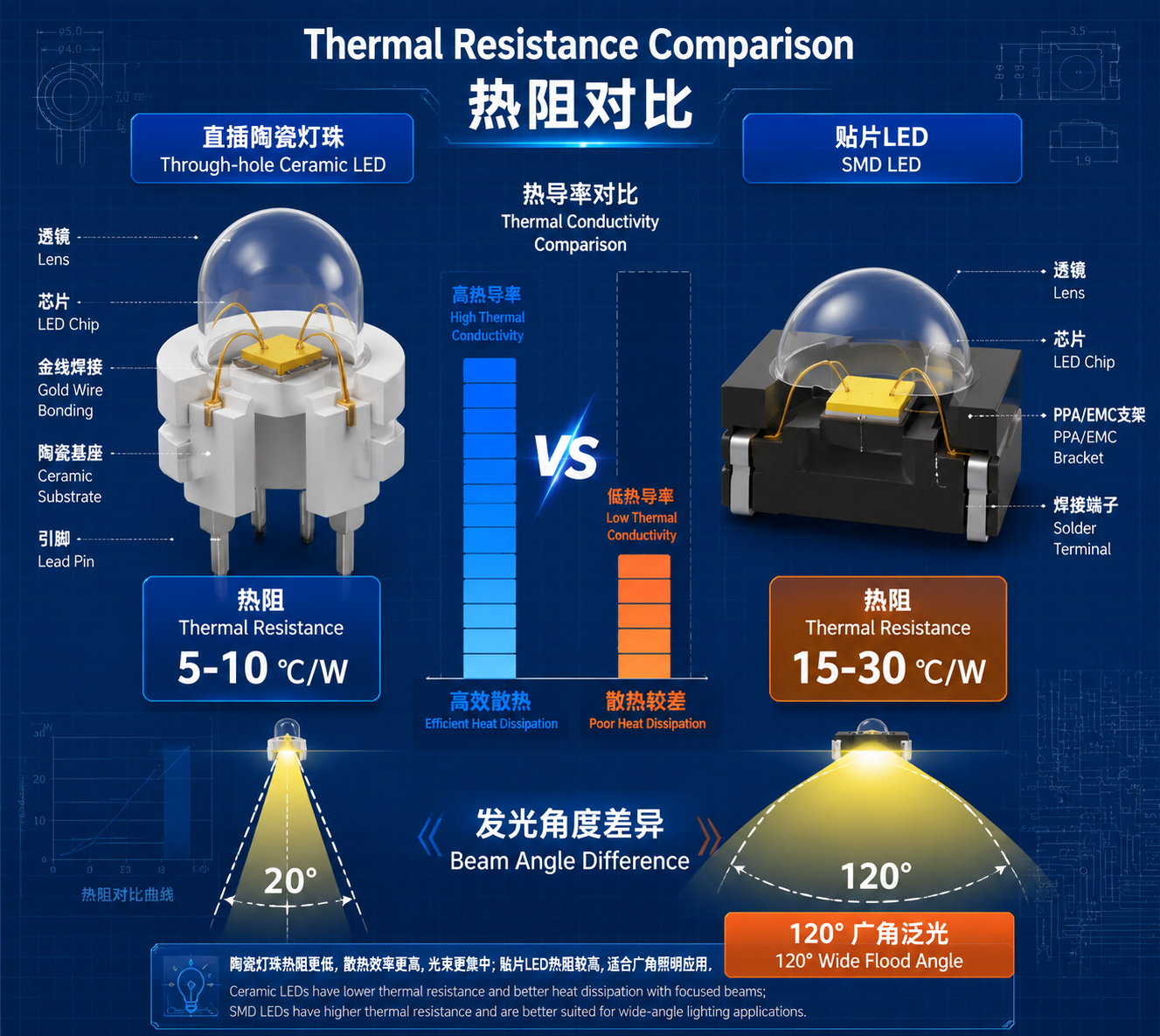
基材热阻:直插陶瓷(约5-10 ℃/W,极低热阻) vs 贴片LED(约15-30 ℃/W,高度依赖外部散热)
发光角度:直插陶瓷(配合硅胶透镜可达极窄聚焦) vs 贴片LED(通常为120°广角泛光)
典型功率:直插陶瓷(0.06W - 3W,支持单点超高亮) vs 贴片LED(0.1W - 0.5W,主打阵列均光)
装配工艺:直插陶瓷(穿孔回流焊/波峰焊) vs 贴片LED(全自动SMT贴片)
四、 寿命与稳定性:热管理决定最终生命周期
探讨光源寿命,本质上是在探讨热管理(Thermal Management)的效率。LED芯片将电能转化为光能时,超过60%的能量会转化为废热。
对于贴片LED而言,其自身的塑料支架并不具备实质性的散热能力。它必须紧密贴合在高导热铝基板上,通过大面积的覆铜来疏导热量。只要外部散热器设计余量充足,高品质贴片灯珠同样能轻松通过国际LM-80标准测试,实现50,000小时(L70)以上的超长寿命周期。
而直插陶瓷灯珠则自带“散热装甲”。其物理化学性质极度稳定,不仅无惧UV紫外线的长期照射,更能在强酸碱的工业环境中保持极高的光学一致性。对于要求波长零偏移的多光谱医疗仪器而言,这种材料级别的物理稳定性是不可替代的。
五、 工业级定制与全自动化封装标准
高端光学设备的研发,往往需要特定波长(如365nm紫外或850nm红外)与特殊荧光粉配比的深度定制。在这一领域,像恒彩电子这类具备深厚光学底层研发积累的资深封装企业,会通过十万级无尘车间的全自动固晶焊线设备,对每一颗灯珠的色容差(SDCM)进行严苛的机器视觉筛查。只有这种级别的工业品控,才能确保批量化投产时毫无肉眼可见色差,满足精密仪器的苛刻要求。

六、 常见技术问答(FAQ)
Q1:如果贴片LED必须用于大功率照明,如何解决散热瓶颈?必须采用热电分离设计的紫铜基板,并强制配合主动散热(如微型风扇或液冷均温板)。同时,建议在BOM选型时直接指定EMC或陶瓷基底的高阶贴片型号,以大幅提升支架的耐热阈值。
Q2:直插陶瓷灯珠在PCB装配时有哪些工艺禁忌?严禁在引脚根部进行强力折弯,这极易导致内部纯金线断裂或引发陶瓷基底微裂纹。手工焊接补焊时,烙铁温度应严格控制在300°C以内,且单引脚接触时间不得超过3秒,以防瞬间热冲击损伤核心发光芯片。