说实话,在这个行业摸爬滚打这么多年,我见过太多企业因为选错供应商而踩雷的情况了。很多采购朋友一开始只盯着价格看,结果货到了才发现光衰严重、色温不一致,最后导致整个灯具项目返工。其实,LED灯珠供应商的核心竞争力从来不是简单的“低价”,而是深藏在封装工艺、材料科学和严苛的质量验证体系里的技术底蕴。
如果你正在寻找靠谱的合作伙伴,这篇文章会带你透过现象看本质,深入了解那些决定灯珠寿命和光效的硬核细节。

供应商能力速览
想要快速判断一家供应商是否合格?以下这几点是硬指标:
封装工艺精度:固晶和焊线的精度直接决定了灯珠的导电性和散热能力。
原材料BOM清单:从芯片品牌到胶水耐热性,材料决定了产品的上限。
光色一致性:看供应商能否将色容差(SDCM)控制在极小范围内。
抗老化测试:是否具备LM-80报告以及红墨水实验等严苛测试能力。
定制研发实力:能否针对植物照明、医疗等特殊场景调制光谱。
工厂洁净度:无尘车间的等级直接关联死灯率的高低。
LED灯珠供应商的核心定义:从封装厂到全产业链
并不是所有卖灯珠的人都叫“生产厂家”。在这个行业里,身份的界定非常重要。我们通常遇到的供应商主要分为三类:拥有核心技术的原厂封装企业、只做倒买倒卖的贸易商,以及提供整体方案的应用商。
不同类型的供应商解析
如果你是做长期产品,一定要找源头。原厂封装企业拥有自己的生产线和实验室,能对每一颗灯珠的质量负责。而贸易商虽然可能货源丰富,但在遇到技术难题或者需要定制时,往往显得力不从心。
据2023年行业数据显示,直接与具备研发能力的封装原厂合作,能将后续的产品故障率降低约40%。
对于B端客户来说,最理想的合作伙伴是那种既懂上游芯片技术,又懂下游应用痛点的企业。就像恒彩电子这样,拥有近二十年封装技术背景,团队核心成员来自国内光学研究院,这种“学院派”背景往往意味着更严谨的技术把控。
国内LED灯珠产业地图
目前的LED灯珠供应商主要集中在珠三角和长三角地区。珠三角以深圳、中山为核心,产业链配套极度成熟,响应速度快;长三角则在某些细分高端领域有一定优势。选择供应商时,地理位置也是一个考虑因素,毕竟物流效率和实地考察的便利性也很重要。
硬核技术拆解:决定供应商实力的LED封装工艺
很多人觉得LED灯珠不就是把芯片包起来吗?其实里面的门道深得很。每一微米的偏差,都会影响最终的光效。
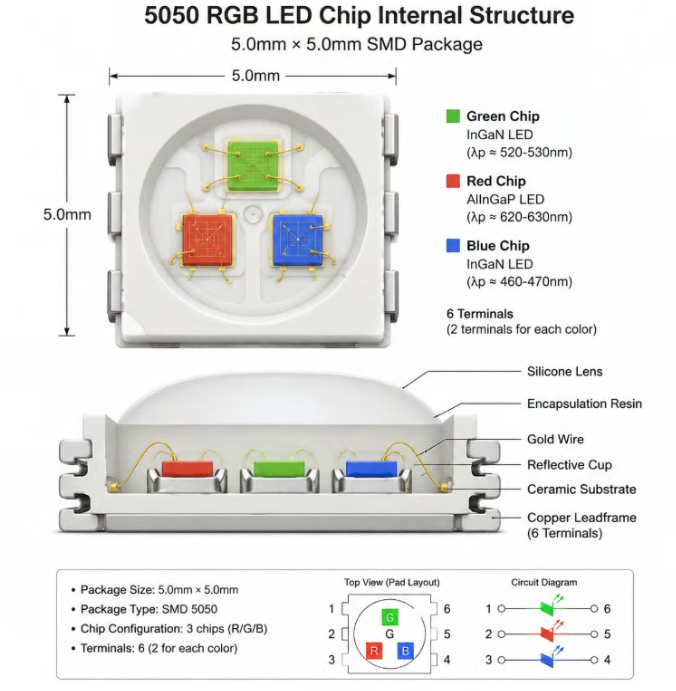
固晶(Die Bonding)工艺
固晶是第一步,也是最关键的一步。它的作用是把LED芯片固定在支架上。这个过程不仅要稳,还要准。如果位置偏了,光线射出的角度就会受影响;如果底部胶水没涂好,热量散不出去,灯珠用不了多久就会变暗。
真正有实力的供应商,会使用高精度的全自动固晶机。比如ASM或K&S的设备,它们能把贴装精度控制在微米级别,确保芯片和支架完美贴合,散热通道畅通无阻。
焊线(Wire Bonding)技术
芯片固定好后,需要用金属线把它和外部电路连起来。这里有个大坑:金线还是铜线?
金线:导电性好,抗氧化能力强,延展性极佳,除了贵没毛病。
铜线:便宜,但硬度高,容易把芯片压裂,而且容易氧化导致接触不良。
合金线:介于两者之间。
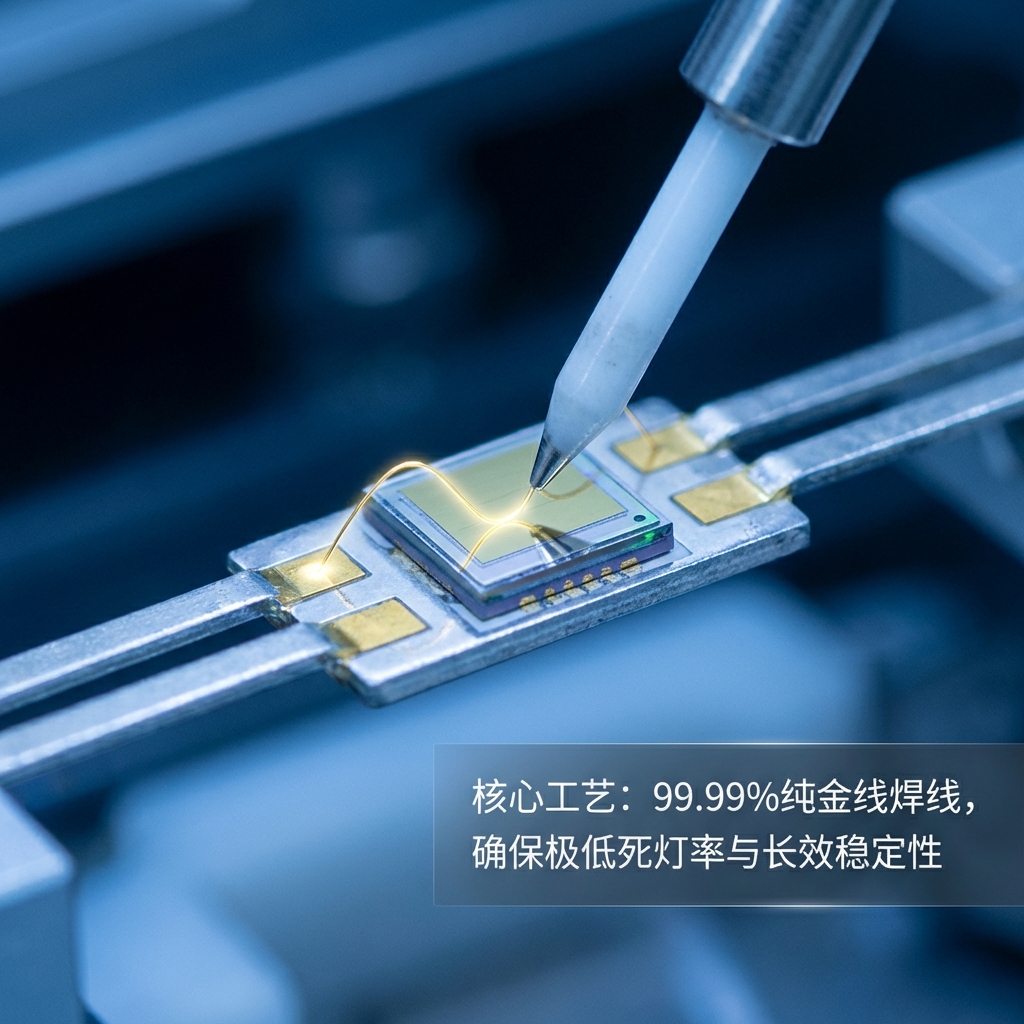
在高端商业照明和户外工程中,坚持使用99.99%纯金线是保障灯珠长期稳定运行的底线。
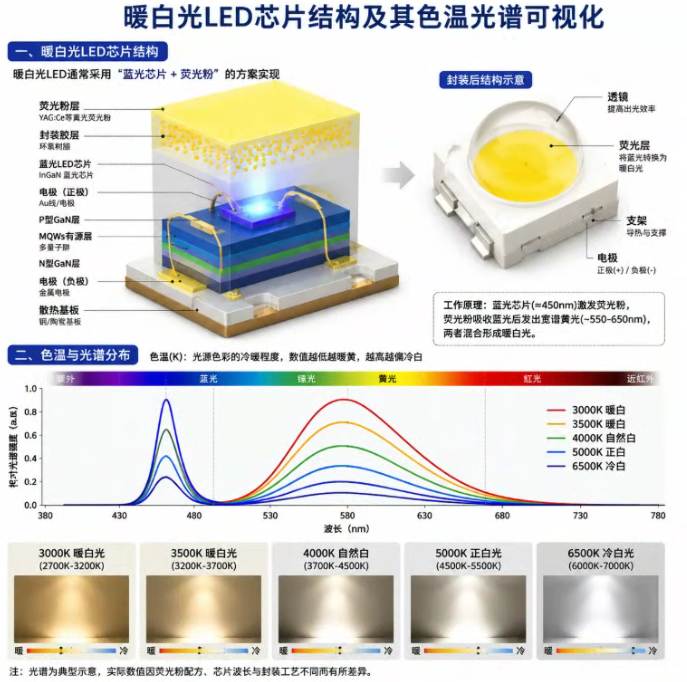
点胶与荧光粉配比
白光LED其实是蓝光芯片激发黄色荧光粉发出的。荧光粉配比稍微差一点点,色温就会从“暖白”变成“惨白”,显色指数(CRI)也会大打折扣。高端供应商会建立庞大的配方数据库,针对不同客户需求精准调配,保证每一批货的颜色都一样。
原材料透视:B端客户必须关注的BOM清单细节
巧妇难为无米之炊。工艺再好,如果原材料不行,做出来的灯珠也是废品。在审核LED灯珠供应商时,记得让他们展示BOM(物料清单)。
芯片来源(Chip)
芯片是灯珠的心脏。三安、晶元、欧司朗等主流品牌的芯片,在发光效率和抗静电能力上有着明显的梯队差异。大厂芯片通常经过严格筛选,死灯风险极低。如果你发现供应商对芯片来源含糊其辞,那就要警惕了。
支架与胶水材料:PPA、PCT与EMC
支架是灯珠的骨架,不同的材料耐热性天差地别。我们来看一个简单的对比:
| 支架类型 | 主要材质 | 耐热性能 | 抗黄化能力 | 适用场景 |
|---|---|---|---|---|
| PPA | 聚邻苯二甲酰胺 | 一般 | 较弱,久用易发黄 | 低端指示灯、普通家用 |
| PCT | 聚对苯二甲酸环赫己烷二甲醇酯 | 较好 | 中等 | 中端照明、灯管 |
| EMC | 环氧塑封料 | 极佳 | 极强,耐高温高湿 | 高端商照、路灯、大功率应用 |
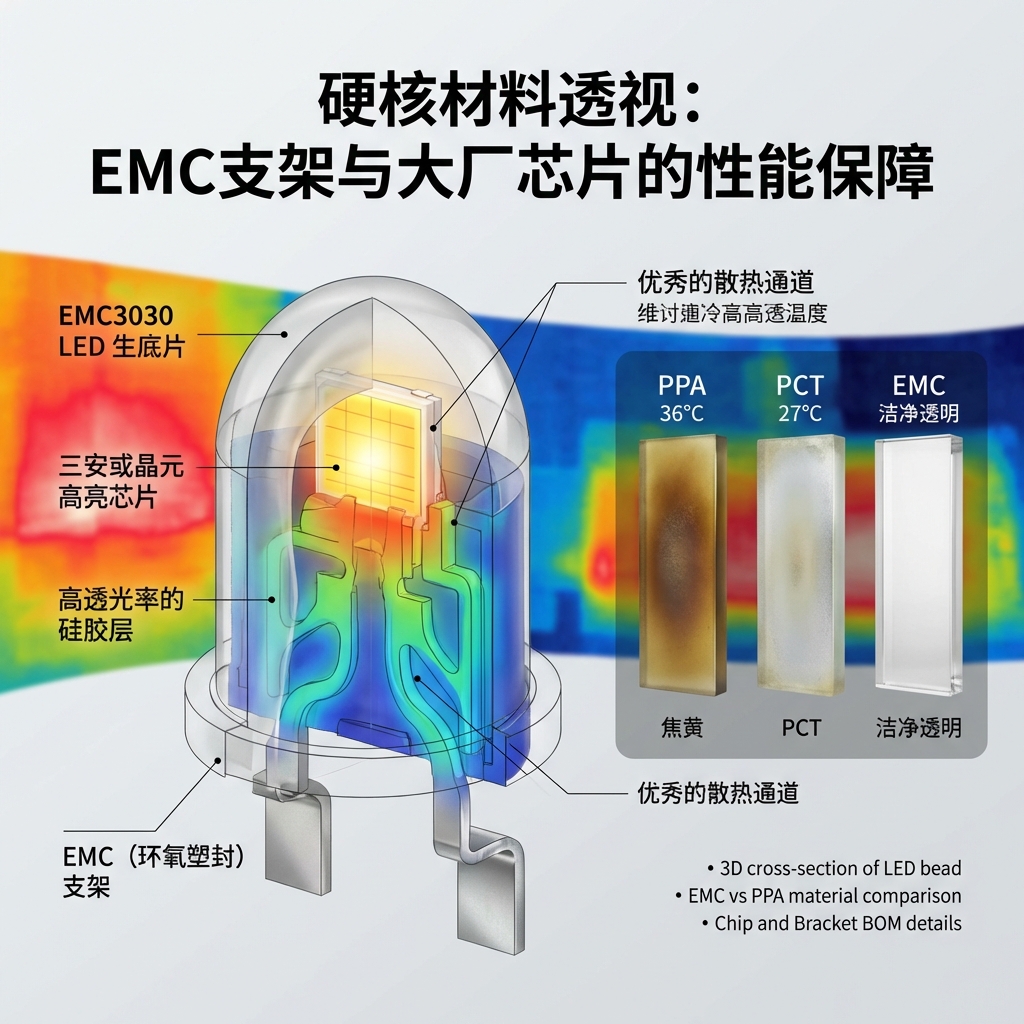
现在很多高要求的项目,比如户外路灯或者高功率工矿灯,都会指定使用EMC支架,因为它能承受更高的电流和温度,寿命更有保障。想了解更多关于封装类型的区别,可以参考专业的led灯珠封装厂家全系列灯珠供应商,里面有详细的产品系列介绍。
封装材料对光衰的影响
除了支架,封装胶水也很关键。劣质胶水在高温和蓝光照射下,几个月就会发黄变黑。这时候你看到的灯珠就像蒙了一层脏玻璃,亮度大幅下降,这就是我们常说的“光衰”。优质的硅胶不仅透光率高,而且化学性质极其稳定,用个三五年依然清澈透明。
质量控制体系:如何通过数据验证供应商的品控能力?
口说无凭,数据为证。一家成熟的LED灯珠供应商,一定有一套完善的数据验证体系。
分光分色(Binning)
LED生产出来会有细微的差异。为了保证一致性,工厂会进行分光分色。这里有个概念叫“麦克亚当椭圆”(MacAdam Ellipse)。
简单来说,如果色容差控制在3步麦克亚当椭圆以内(SDCM<3>
可靠性测试标准
不要只看样品,要看测试报告。
LM-80报告:这是国际通用的光通量维持率测试标准,能科学预测灯珠的寿命。
冷热冲击实验:模拟极寒极热环境,看灯珠会不会开裂。
红墨水实验:检验气密性,防止水汽进入灯珠内部导致短路。
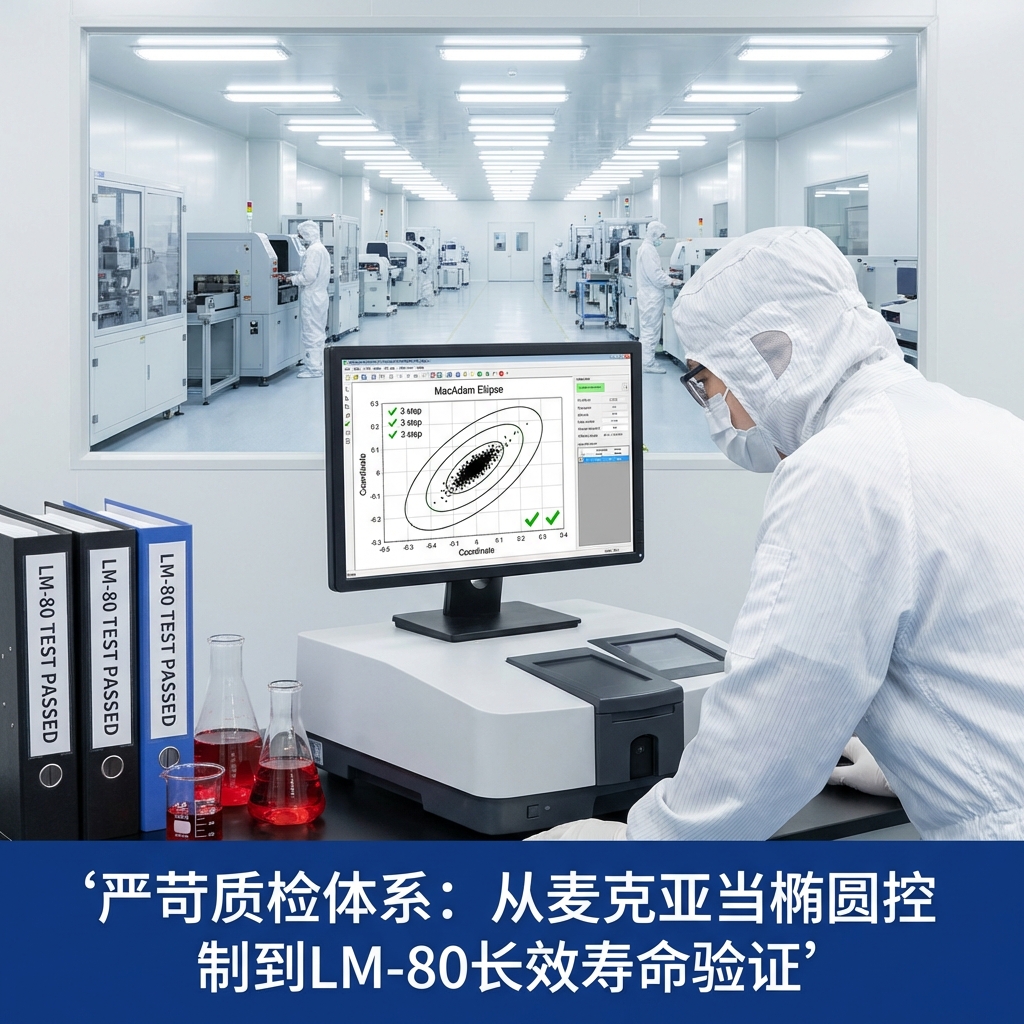
只有敢于亮出第三方实验室出具的LM-80测试报告的供应商,才具备参与高端工程竞标的资格。
高精密全自动生产设备
工欲善其事,必先利其器。现在早就不是手工作坊的时代了。像恒彩电子这样配备了世界级高精密全自动生产设备的企业,不仅产能大,更重要的是消除了人为操作带来的误差,把不良率控制在百万分之一(PPM)级别。
定制化研发能力:高端供应商与普通代工厂的分水岭
现在市场需求越来越细分,标准品已经不能满足所有需求了。这时候,供应商的研发能力就成了胜负手。
特殊光谱定制
植物生长需要红蓝光,超市生鲜区需要特定的显色性让肉看起来更新鲜,护眼台灯需要全光谱去蓝光。这都需要供应商懂得如何通过荧光粉配比来调制光谱。这不仅仅是生产,更是一门光学艺术。
非标高压与高功率设计
有些特殊的灯具设计需要高电压驱动,或者在极小的空间里塞进超大功率的光源(如COB)。这就考验供应商的热设计能力和电路布局能力。普通的代工厂根本接不了这种活,只有拥有独立实验室和研发团队的供应商才能搞定。
供应商验厂指南:实地考察应关注的工厂环境与认证
如果订单量大,我强烈建议你去实地看看。哪怕只是走马观花,也能看出不少门道。
无尘车间等级
LED封装对环境要求极高。空气中的灰尘如果落在芯片上,通电后就会像烧红的铁块上落了纸屑,直接烧毁。
真正的优质车间至少要达到万级甚至千级洁净度,进出必须穿防尘服,经过风淋室。如果一个工厂地上有灰,甚至开着窗户干活,直接掉头走人。
体系认证查验
除了ISO9001这种基础认证,如果你是做汽车照明,要看有没有IATF16949;如果是出口欧洲,RoHS和REACH环保认证是必须的。这些证书不是摆设,是进入国际市场的通行证。
关于LED灯珠供应商技术能力的常见问题
LED灯珠的金线封装和铜线封装在性能上有多大区别?
区别很大。金线化学性质稳定,延展性好,不容易断裂或氧化。铜线虽然便宜,但硬度高容易损伤芯片电极,且易氧化导致死灯。对于追求长寿命的商业照明,金线是必选项。
如何判断一家LED灯珠供应商是否具备研发定制能力?
看他们的实验室设备和人员配置。能不能自己做光谱分析?能不能做失效分析?有没有光学工程师团队?如果只是单纯的生产线操作工,通常不具备深度定制能力。
EMC3030和SMD2835在封装工艺上有哪些本质不同?
主要区别在支架材料。SMD2835通常使用PPA或PCT材料,适合中小功率;EMC3030使用环氧塑封料,耐热性极强,适合中大功率驱动,封装时需要更高温高压的模压工艺。
供应商提供的LM-80报告应该重点看哪些数据?
重点看Ts(焊点温度)在不同温度下的光通量维持率曲线。比如在85℃和105℃下,经过6000小时或9000小时测试后,光通量是否还能维持在95%以上。
选择合作伙伴的底层逻辑
在这个技术迭代飞快的时代,选择LED灯珠供应商真的不能只看眼前的一分一毫。技术底蕴、材料把控、品控体系,这三者缺一不可。
无论是恒彩电子这样具备光学研究院背景的实力派,还是其他优秀的行业领头羊,他们共同的特点就是对“光”的敬畏。作为B端买家,我们买的不仅仅是一颗颗灯珠,更是产品在未来三五年内的稳定表现,以及品牌在客户心中的信誉。
多花点时间考察供应商的技术细节,绝对是你这笔采购中最划算的投入。希望大家都能避开劣质产品的坑,找到那个能陪你一起成长的“光”之伙伴。
<!--3-->参考资料
LEDinside Market Reports: Global LED Packaging Industry Trends
IESNA LM-80-08 Approved Method: Measuring Lumen Maintenance of LED Light Sources