你好!如果你正准备亲手焊接5050 RGB灯珠,那么你来对地方了。这听起来可能有点复杂,但别担心,只要掌握正确的方法和一些小技巧,你也能轻松完成。我们一起来看看,如何才能把这些小小的彩色灯珠,稳稳当当地焊接到你的电路板或导线上。
📖 本文目录
认识5050 RGB灯珠
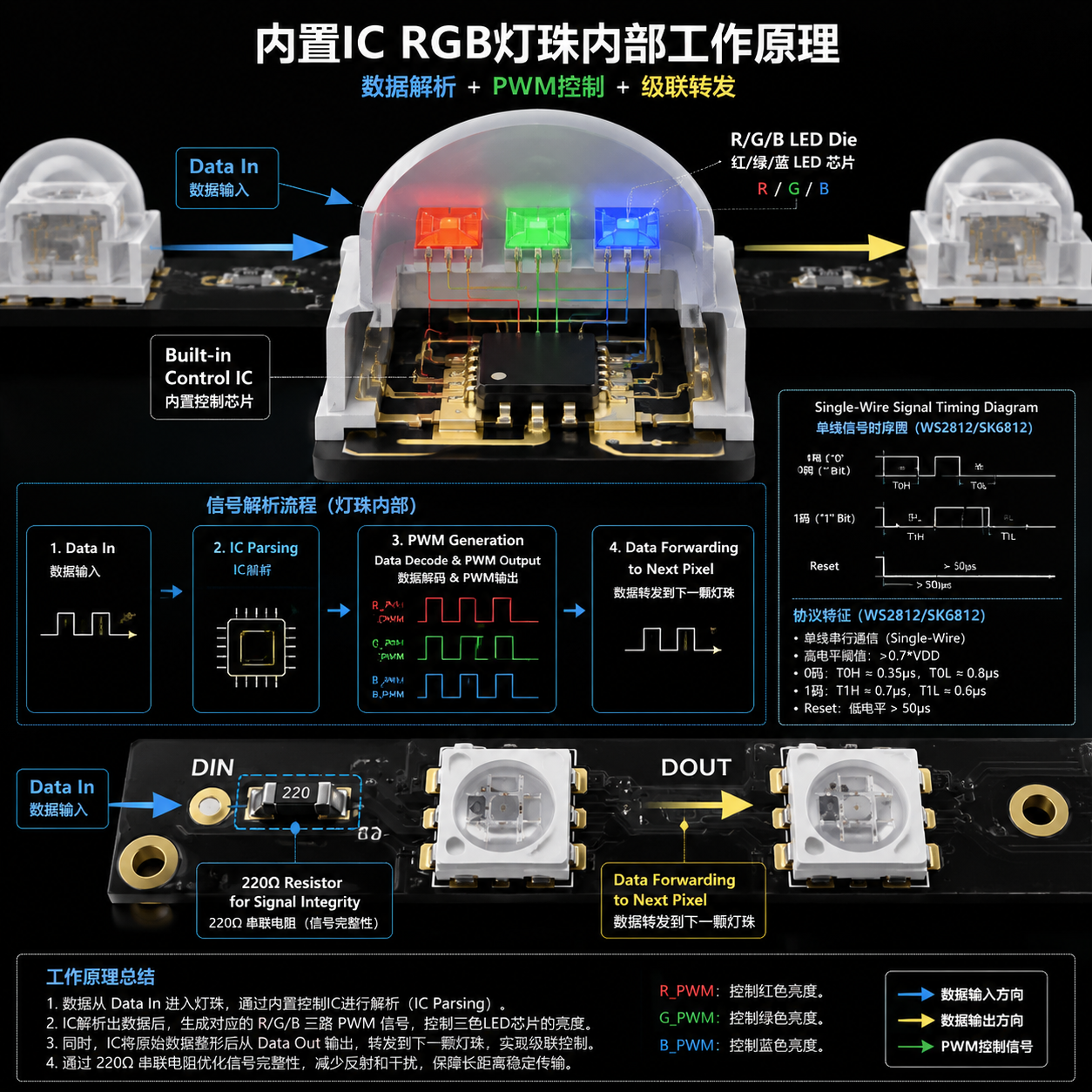
我们得了解一下你手中的主角——5050 RGB灯珠。它是一种常见的表面贴装器件(SMD LED),尺寸是5.0mm x 5.0mm。之所以叫“RGB”,是因为一个灯珠里集成了红(Red)、绿(Green)、蓝(Blue)三种颜色的LED芯片。通过控制这三种颜色的亮度,你就可以混合出几乎任何你想要的颜色,非常酷炫,所以它在LED灯带、显示屏和各种DIY项目中非常受欢迎。
你可能会问,为什么需要自己焊接呢?可能是你买的灯带坏了一颗,想自己修;也可能是你在做一些定制化的项目,需要把灯珠焊接到特定的位置。不管出于什么原因,学会焊接这项技能,都能让你在电子制作的道路上更进一步。
焊接前的准备:工欲善其事
“磨刀不误砍柴工”,在开始焊接之前,充分的准备工作能让你事半功倍,也能避免很多不必要的麻烦。你需要准备一些工具和材料。
| 工具/材料名称 | 主要用途 | 选购建议 |
|---|---|---|
| 电烙铁 | 加热焊点,熔化焊锡 | 建议购买带温度调节功能的恒温烙铁,功率30W-60W为宜。烙铁头最好是尖头或斜口头。 |
| 焊锡丝 | 连接电子元件的金属材料 | 选择0.6mm或0.8mm直径的含铅或无铅焊锡丝,注意熔点和导电性。含助焊剂的更方便。 |
| 助焊剂(焊锡膏) | 清洁金属表面,帮助焊锡流动 | 购买免清洗助焊剂,涂抹少量即可。能有效防止虚焊和氧化。 |
| 镊子 | 夹持灯珠和细小元件 | 准备一把尖头防静电镊子,方便精确操作。 |
| 万用表 | 检查电路通断,测试灯珠极性 | 必备工具,用于检查焊接质量和元件好坏。 |
| 吸锡器/吸锡带 | 移除多余焊锡或纠正错误 | 如果焊错了,它们能帮你清理干净。 |
| 放大镜/台灯 | 清晰观察细小焊点 | 帮助你更清楚地看到焊接细节,避免疲劳。 |
| 清洁海绵/钢丝球 | 清洁烙铁头 | 保持烙铁头清洁,提高焊接效率和质量。 |
| 防静电手环 | 保护敏感电子元件 | 避免人体静电损伤灯珠。 |
| 安全眼镜 | 保护眼睛免受焊锡飞溅 | 焊接时少量焊锡可能飞溅,保护眼睛很重要。 |
| 通风设备(风扇/抽风机) | 排走焊接烟雾 | 焊接烟雾对身体有害,保持良好通风。 |
有了这些工具,你就可以开始下一步了。
5050 RGB灯珠引脚识别

5050 RGB灯珠通常有6个引脚。正确识别这些引脚的用途是成功焊接的关键,因为一旦接反,灯珠可能不亮,甚至损坏。
一般来说,5050 RGB灯珠的引脚排列是这样的:
- R: 红色LED芯片的阳极 (Red Anode)
- G: 绿色LED芯片的阳极 (Green Anode)
- B: 蓝色LED芯片的阳极 (Blue Anode)
- VCC / V+: 公共阳极 (Common Anode),所有颜色芯片的阳极连接到这里。
- GND / V-: 公共阴极 (Common Cathode),所有颜色芯片的阴极连接到这里。
注意: 市面上还有少数是共阴极的5050 RGB灯珠,但共阳极的更为常见。你可以通过灯珠背面或侧面的标记来识别,或者使用万用表的二极管档位进行测试:
- 将万用表调到二极管档。
- 黑表笔(负极)接触一个引脚,红表笔(正极)逐一接触其他引脚。
- 当某个引脚与另外三个引脚中的一个接触时,灯珠会发出微弱的光(红、绿或蓝),那么这个能让灯珠发光的引脚就是阳极,另一个是阴极。
- 如果你发现一个引脚可以分别让红、绿、蓝三个芯片亮起,那么这个引脚就是公共端(VCC或GND)。通过观察是红表笔还是黑表笔连接到这个公共端时能发光,就可以判断它是共阳极还是共阴极。
记住,正确的极性是灯珠正常工作的保障。
焊接步骤详解:手把手教你
现在,工具和知识都准备好了,我们来一步步进行焊接。
- 清洁焊盘
- 确保你的PCB板或导线上的焊盘是干净的,没有油污、灰尘或氧化物。如果焊盘表面有氧化,可以用细砂纸轻轻打磨,然后用酒精擦拭干净。干净的焊盘能让焊锡更好地附着。
- 预涂焊锡(预锡)
- 这是提高焊接成功率的关键一步。将电烙铁加热到合适的温度(通常是300℃-350℃),用烙铁头蘸取少量焊锡。
- 然后,将烙铁头轻轻接触到你想要焊接的焊盘上,同时将焊锡丝点在烙铁头和焊盘之间。让焊锡在焊盘上形成一层薄薄的、有光泽的锡层。每个焊盘都这样做一遍。
- 同样地,如果你要焊接的是导线,也要先给导线剥皮,然后将裸露的铜线部分预锡。
- 涂抹助焊剂
- 用牙签或细刷子,在预锡过的焊盘上轻轻涂抹少量助焊剂。助焊剂可以帮助焊锡更好地流动,并防止焊接过程中金属氧化。
- 放置灯珠
- 使用镊子小心地夹起5050 RGB灯珠,对准焊盘。确保灯珠的引脚与焊盘对齐,并且方向正确(参考你之前识别的引脚)。
- 将灯珠轻轻放在焊盘上,尽量让它保持稳定。
- 开始焊接
- 固定一个角: 用一只手拿着电烙铁,另一只手拿着镊子固定住灯珠。将烙铁头轻轻接触灯珠的一个引脚和对应的焊盘交界处。
- 熔化焊锡: 此时,预锡的焊锡会再次熔化。如果需要,可以补充少量焊锡丝到烙铁头和焊点之间。
- 形成焊点: 当你看到焊锡均匀地覆盖了引脚和焊盘,并且呈现出有光泽的锥形或弧形时,迅速移开焊锡丝,然后移开电烙铁。整个过程要快,通常只需要2-3秒。
- 冷却: 让焊点自然冷却,不要用手去碰或吹气,这可能会导致冷焊。
- 焊接其他引脚: 按照同样的方法,依次焊接剩余的5个引脚。在焊接过程中,可以先固定对角线的引脚,这样灯珠会更稳定。
- 检查焊点
- 焊接完成后,仔细检查每个焊点。好的焊点应该光滑、有光泽、呈锥形或弧形,并且焊锡量适中,没有毛刺,也没有短路。
提升焊接质量的小技巧
想要焊出漂亮又牢固的焊点,除了按部就班,还有一些小技巧可以帮助你:
- 温度控制: 烙铁温度不要过高或过低。过高容易烧坏灯珠,过低则焊锡不易熔化,容易形成虚焊。恒温烙铁能帮你保持稳定的温度。
- 烙铁头清洁: 每次焊接前或焊接过程中,都要用湿海绵或钢丝球清洁烙铁头,去除氧化物和残留焊锡,保持烙铁头光亮,这样传热效率更高。
- 少量多次: 焊锡不是越多越好。每次取少量焊锡,如果不够可以再补,避免一次性放太多造成短路。
- 快速操作: LED灯珠对热敏感,焊接时间越短越好。在保证焊点质量的前提下,尽量快速完成焊接。
- 稳定持握: 保持手部稳定,避免晃动。如果手容易抖,可以找个支撑点。
- 预热焊盘: 先让烙铁头接触焊盘,稍微加热一下,再送入焊锡丝,这样焊锡会更容易流动到焊盘和引脚上。
- 善用助焊剂: 助焊剂可以有效去除焊盘表面的氧化层,增加焊锡的润湿性,减少虚焊和假焊。
常见焊接问题与避免方法
在焊接过程中,你可能会遇到一些问题。了解它们并知道如何避免或解决,能让你少走弯路。
| 常见问题 | 现象 | 原因 | 避免/解决方法 |
|---|---|---|---|
| 虚焊/假焊 | 焊点粗糙无光泽,表面像沙子,或元件摇晃 | 焊接时间短,温度低,焊锡未充分熔化;焊盘或引脚氧化;焊锡量不足。 | 提高烙铁温度;延长加热时间;清洁焊盘;使用助焊剂;补充焊锡。 |
| 冷焊 | 焊点内部结构不均匀,表面有裂纹,强度差 | 焊点在凝固前被移动;烙铁离开过早。 | 确保焊点完全凝固后再移动元件;焊接时固定好元件。 |
| 短路 | 焊锡连接了不该连接的两个或多个引脚 | 焊锡量过多;烙铁头过大;操作不精细。 | 控制焊锡量;使用合适的烙铁头;仔细对准引脚;如果短路,用吸锡器或吸锡带清除多余焊锡。 |
| 过热损坏 | 灯珠不亮或颜色不正常,塑料部分变形 | 烙铁温度过高;焊接时间过长。 | 控制烙铁温度;缩短焊接时间;使用散热夹(如果可能)。 |
| 灯珠极性接反 | 灯珠不亮 | 灯珠引脚与电源极性不匹配。 | 焊接前务必用万用表或参照标识确认极性;焊接后如果灯珠不亮,检查极性是否反了。 |
| 焊点起泡/飞溅 | 焊点表面有气泡,或焊锡飞溅 | 焊盘或元件潮湿;助焊剂过多;温度过高。 | 保持元件和焊盘干燥;适量使用助焊剂;控制烙铁温度。 |
焊接后检测:确保万无一失
焊接完成后,千万不要急着通电。你需要进行一系列的检测,确保灯珠焊接正确且没有短路。
- 目视检查:
- 用放大镜仔细检查每个焊点,确保它们光滑、有光泽、呈锥形,没有虚焊、冷焊或短路。
- 检查灯珠是否牢固地固定在焊盘上,没有松动。
- 检查灯珠表面是否有烧焦、变形等过热损伤的迹象。
- 万用表测试:
- 短路测试: 将万用表调到蜂鸣档(通断档),测量相邻引脚之间是否短路。如果蜂鸣器响,说明短路了,需要重新处理。
- 导通测试: 测量每个引脚与它应该连接的线路是否导通。
- 极性测试: 再次用万用表的二极管档位测试每个RGB芯片,确认它们能正常发光,并且极性没有接反。
- 通电测试:
- 在确认没有短路和极性正确后,你可以小心地给灯珠通电进行测试。
- 使用一个合适的电源(通常是直流3V-5V,并串联一个限流电阻,以防电流过大烧坏灯珠),分别给R、G、B引脚通电,观察它们是否能正常发出红、绿、蓝三种颜色的光。
- 如果灯珠不亮或颜色不正常,请立即断电,重新检查焊接点和极性。
安全第一:焊接注意事项
焊接涉及高温和烟雾,所以安全是第一位的。
- 保持通风: 焊接产生的烟雾含有有害物质,务必在通风良好的环境下操作,最好使用抽风机或风扇将烟雾吹走。
- 佩戴防护: 戴上安全眼镜,防止焊锡飞溅伤害眼睛。
- 小心烫伤: 烙铁头温度很高,切勿直接用手触碰。在操作时要集中注意力,避免烫伤自己或他人。
- 断电收纳: 焊接完成后,务必拔掉电烙铁的插头,待其完全冷却后再收纳起来。
- 防静电: 佩戴防静电手环,避免静电击穿敏感的LED芯片。
5050 RGB灯珠的应用场景
成功焊接好5050 RGB灯珠后,你可以将它们应用到各种项目中:
- LED灯带维修与定制: 修复损坏的灯带,或者根据需要定制特定长度和形状的灯带。
- DIY电子项目: 制作各种发光装饰品、智能家居指示灯、模型灯光等。
- 小型显示屏: 组成点阵屏,显示简单的文字或图案。
- 氛围灯: 为你的房间、电脑机箱或汽车内部增加炫彩的灯光效果。
你可能想知道的
Q1:为什么我的5050 RGB灯珠焊接后不亮?
A1:不亮的原因有很多,最常见的是极性接反、虚焊、短路或灯珠本身已损坏。请先用万用表检查极性是否正确,再检查焊点是否有虚焊或短路。如果一切正常,可能是灯珠在焊接过程中过热损坏了。
Q2:焊接5050 RGB灯珠时,烙铁温度应该设置多少?
A2:对于5050 RGB这类SMD灯珠,建议使用300℃-350℃的温度。这个温度既能让焊锡快速熔化,又能尽量减少对灯珠的热损伤。如果你使用的是无铅焊锡,可能需要稍微提高温度,但不要超过400℃。
Q3:我可以用普通焊锡丝焊接5050 RGB灯珠吗?
A3:可以,但建议选择直径较细(0.6mm或0.8mm)的焊锡丝,这样更容易控制焊锡量,避免短路。同时,最好使用含有助焊剂的焊锡丝,或者额外涂抹一些助焊剂,以提高焊接质量。
Q4:焊接时老是手抖,有什么好办法吗?
A4:手抖是初学者常遇到的问题。你可以尝试将手肘或手腕支撑在桌面上,增加稳定性。另外,多练习也能有效改善。如果条件允许,使用台式放大镜或夹具来固定元件和PCB板,也能大大减轻操作难度。
掌握了这些技巧,焊接5050 RGB灯珠就不再是难题。一步步来,多练习几次,你就能成为焊接高手!
希望对你有用。