你好!你正在研究如何为3535 LED焊盘开孔,这可是一个非常关键的环节。在电子产品制造中,尤其是涉及到LED这种对散热和电性连接要求很高的元器件时,焊盘的开孔设计直接影响到产品的质量、可靠性乃至使用寿命。
📖 本文目录
如果你不了解LED焊盘的开孔技巧,可能会遇到各种焊接问题,比如虚焊、短路、锡珠,甚至LED灯不亮或者寿命缩短。别担心,接下来我会为你详细讲解3535 LED焊盘开孔的方方面面,让你轻松掌握其中的奥秘。
3535 LED焊盘开孔的重要性
3535 LED,指的是封装尺寸为3.5mm x 3.5mm的LED器件。它体积小巧,光效高,应用非常广泛,从照明到显示屏,无处不在。然而,正是因为其紧凑的尺寸和较高的功率密度,对焊接工艺提出了更高的要求。
在表面贴装技术(SMT)中,我们通常使用钢网(或称锡膏模板)来印刷锡膏。钢网上的每一个孔洞都对应着PCB板上的焊盘,锡膏就是通过这些孔洞精确地沉积到焊盘上。如果这些孔洞的设计不合理,锡膏量过多或过少,或者形状不当,都会导致焊接缺陷。
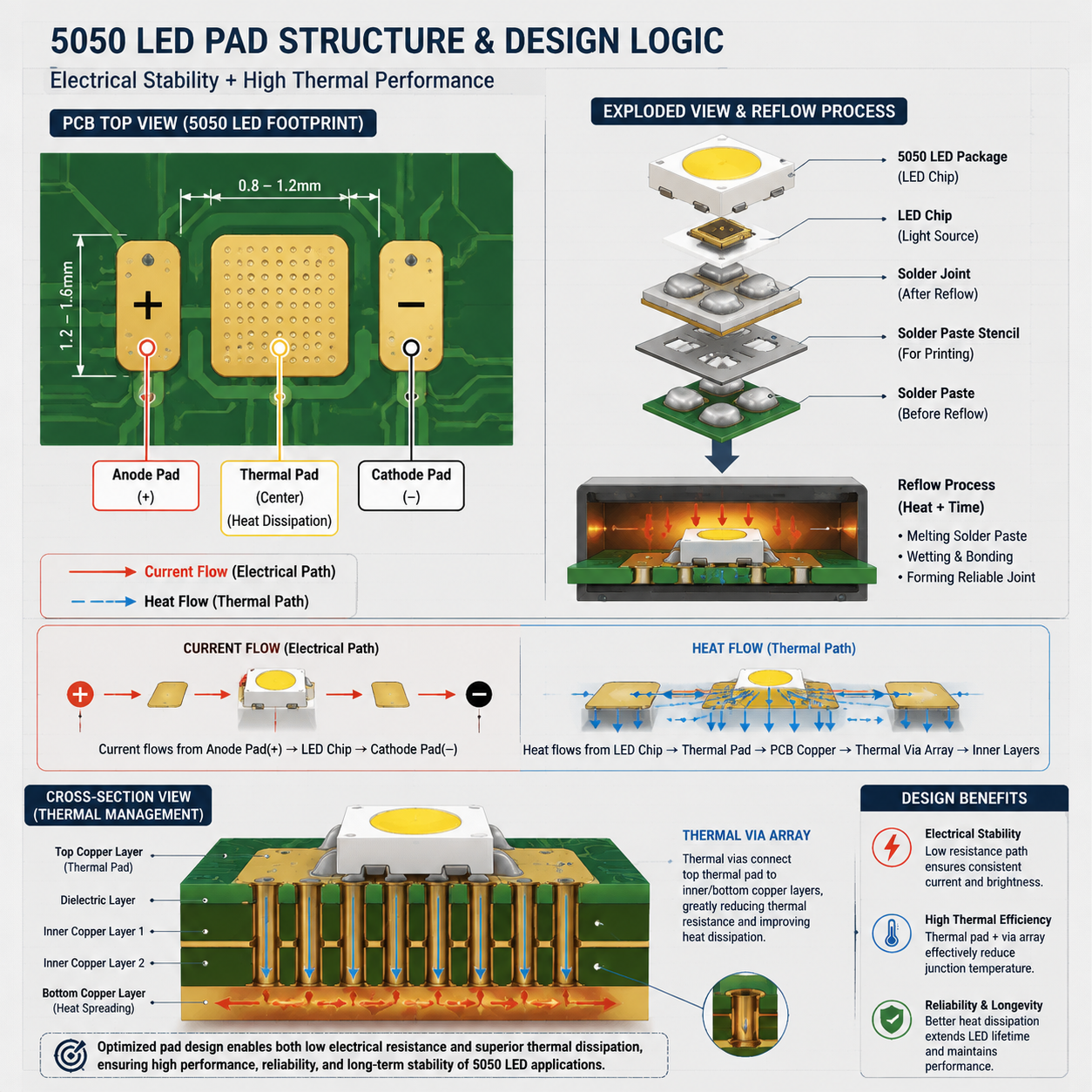
特别是3535 LED,它通常包含两个电气焊盘(正负极)和一个较大的中心热焊盘。热焊盘不仅提供机械支撑和电气连接,更重要的是将LED工作时产生的热量传导出去,确保LED的稳定性和寿命。因此,热焊盘的锡膏量控制和开孔设计,是整个焊接过程中的重中之重。
理解3535 LED封装与焊盘

在开始开孔之前,你首先需要彻底了解3535 LED的封装结构。虽然都是3535,但不同厂家的产品,其焊盘尺寸、形状和引脚定义可能略有差异。
通常,一个3535 LED会包含以下几种焊盘:
- 电气焊盘(Anode/Cathode Pads): 这是用于连接LED正负极的焊盘。它们通常位于封装的两侧或角落,尺寸相对较小。
- 热焊盘(Thermal Pad): 位于封装的中心,尺寸最大。这是LED散热的主要通道,也是焊接时最容易出现问题的区域。
为什么热焊盘的开孔设计尤其重要?
- 散热需求: LED发光时会产生大量热量,如果热量不能有效散发,LED的结温会升高,导致光衰加速,寿命缩短,甚至烧毁。足够的锡膏覆盖面积和良好的焊点质量是热量传导的基础。
- 锡膏空洞: 热焊盘面积大,在回流焊过程中,锡膏中的助焊剂挥发和气体逸出,如果设计不当,很容易在焊点内部形成大量空洞,影响散热效率和焊点强度。
- 锡珠/短路: 如果热焊盘的锡膏量过多,在回流焊时锡膏溢出,可能与电气焊盘或其他元器件引脚短路,或者形成锡珠。
所以,对3535 LED的焊盘进行开孔设计,不仅仅是简单地照搬焊盘尺寸,更要考虑锡膏的特性、印刷工艺、回流焊曲线,以及最重要的——散热性能。
焊盘开孔设计原则
在设计钢网开孔时,有一些通用的原则和经验法则可以帮助你。
1. 锡膏量控制与面积比、长宽比
- 锡膏量: 锡膏量过多容易导致短路、锡珠;锡膏量过少则可能虚焊、强度不足。你需要根据焊盘的实际需求和钢网厚度来精确控制锡膏量。
- 面积比(Area Ratio): 这是指钢网开口面积与开口壁面积(厚度×周长)之比。这个比值越大,锡膏越容易从钢网孔中脱模。通常认为,当面积比大于0.66时,脱模效果较好。
- 计算公式:面积比 = (开口的长度 × 开口的宽度) / (2 × (开口的长度 + 开口的宽度) × 钢网厚度)
- 长宽比(Aspect Ratio): 这是指钢网开口宽度与钢网厚度之比。这个比值越大,锡膏越容易脱模。通常建议长宽比大于1.5。
- 计算公式:长宽比 = 开口的宽度 / 钢网厚度
2. 钢网厚度选择
钢网的厚度直接决定了锡膏的印刷厚度,进而影响锡膏量。常见的钢网厚度有0.1mm、0.12mm、0.13mm、0.15mm等。
- 对于3535 LED这类有大面积热焊盘的器件,如果使用较厚的钢网(如0.15mm),热焊盘的开孔就需要进行特殊设计,以避免锡膏量过多。
- 如果PCB上同时有0402、0201等小型器件,为了避免这些小器件锡膏量过多导致短路,可能需要使用较薄的钢网(如0.1mm或0.12mm),这时3535 LED的开孔设计就更需要精细调整。
3. 回流焊曲线影响
虽然回流焊曲线不直接影响开孔设计,但它与锡膏的熔化、润湿和空洞形成密切相关。一个良好的回流焊曲线可以帮助减少空洞,提高焊接质量。在设计开孔时,需要考虑到后续的回流焊工艺参数。
3535 LED热焊盘开窗设计
热焊盘的开孔是整个3535 LED焊盘开孔的重点和难点。简单地将热焊盘完全开孔,往往会导致锡膏量过多,引起空洞率过高或者锡珠、短路等问题。因此,我们通常采用“开窗”(Windowing)或“点阵”(Dot Array)等方式来减少锡膏量,并帮助气体逸出。
为什么需要开窗?
- 减少空洞率: 锡膏在回流过程中会挥发助焊剂和气体,如果锡膏面积过大且一次性融化,气体不易排出,容易形成大面积空洞。通过开窗设计,将大面积焊盘分解成多个小区域,可以为气体提供更多的逃逸通道,显著降低空洞率。
- 控制锡膏量: 通过减少开孔面积,可以精确控制热焊盘上的锡膏总量,避免因锡膏过多导致的短路或锡珠。
- 提高焊接可靠性: 适当的锡膏量和更低的空洞率意味着更可靠的焊点,从而提升LED的散热性能和长期可靠性。
常见的热焊盘开窗模式:
| 开窗模式 | 描述 | 优点 | 缺点 | 适用场景 |
|---|---|---|---|---|
| “田”字形 (Windowing) | 将一个大矩形开孔分成多个小矩形,中间留有连接条。 | 简单有效,易于实现,能有效减少空洞。 | 连接条宽度需合理,否则影响锡膏脱模。 | 最常用,推荐初学者尝试。 |
| “井”字形 (Grid/Array) | 类似于“田”字形,但划分更细,形成网格状。 | 空洞率控制更优,锡膏脱模相对稳定。 | 钢网制作成本可能略高,清洗稍复杂。 | 对空洞率要求极高的场合。 |
| 点阵式 (Dot Array) | 将大焊盘区域分解成多个圆形或方形的点状开孔。 | 锡膏脱模性好,空洞率低,焊点均匀。 | 点的尺寸和间距需精确计算,设计相对复杂。 | 精密焊接,或需要极低空洞率的场合。 |
推荐开孔面积百分比:
对于3535 LED的热焊盘,通常建议的锡膏覆盖面积占热焊盘总面积的50%到80%。具体百分比需要根据LED的功率、散热要求、锡膏类型和钢网厚度进行调整,并通过实际试产来验证。
3535 LED电气焊盘开孔策略
相比热焊盘,电气焊盘的开孔相对简单,但同样需要注意。
- 内缩设计: 为了避免锡膏溢出导致短路,通常建议将电气焊盘的开孔尺寸相对于PCB焊盘尺寸进行适当的内缩。例如,在长宽方向各内缩0.1mm(即总共减少0.2mm)。
- 避免锡珠: 合理的内缩可以有效减少焊盘边缘的锡膏量,从而降低锡珠的产生几率。
- 确保充分连接: 内缩的程度不能过大,否则会影响锡膏量,导致虚焊或焊点强度不足。
3535 LED焊盘开孔步骤详解
现在,我们来一步步讲解如何进行3535 LED焊盘的开孔设计。
第一步:获取准确的LED封装数据
这是基础中的基础。你需要从LED供应商那里获取精确的LED数据手册(Datasheet),其中会详细标注LED的封装尺寸、焊盘尺寸、推荐的焊盘图形(Footprint)等信息。务必使用最新版本的数据手册。
第二步:确定钢网厚度
根据你的生产线能力、PCB板上其他元器件的类型(是否有0402、0201等小尺寸器件)以及你的锡膏印刷工艺要求,选择合适的钢网厚度。常见的厚度有0.1mm、0.12mm、0.13mm、0.15mm。一般而言,0.12mm或0.13mm是比较通用的选择。
第三步:设计热焊盘开孔
- 确定热焊盘原始尺寸: 从数据手册中获取。
- 选择开窗模式: 优先推荐“田”字形或“井”字形。
- 计算目标开孔面积: 假设热焊盘原始面积为A,你希望锡膏覆盖率为60%,则目标开孔面积为0.6A。
- 实际设计开孔:
- 如果你选择“田”字形,将原始矩形热焊盘分成2x2或3x3的网格。
- 计算每个小矩形开孔的尺寸,确保总开孔面积达到你的目标百分比。
- 注意保留连接条的宽度,通常建议不小于0.2mm,以保证钢网的强度和锡膏的脱模。
- 例如,一个3.0mm x 3.0mm的热焊盘,如果你想开窗到60%的面积,可以将其分解成多个小孔,并计算这些小孔的总面积。
第四步:设计电气焊盘开孔
- 确定电气焊盘原始尺寸: 从数据手册中获取。
- 确定内缩比例: 通常在长宽方向各内缩0.1mm。例如,如果原始焊盘是1.0mm x 0.8mm,那么开孔尺寸可以设计为0.9mm x 0.7mm。
- 确保内缩后仍能充分连接: 检查内缩后的开孔尺寸是否能覆盖到LED引脚。
第五步:CAD软件操作
使用专业的PCB设计软件(如Altium Designer, Eagle, KiCad等)或CAM软件(如CAM350)来创建或修改钢网开孔图形。
- 导入PCB焊盘图形: 确保你已经有了准确的3535 LED焊盘图形。
- 复制焊盘层: 将焊盘层复制一份,作为钢网层(Paste Mask Layer)。
- 修改钢网层图形:
- 对于热焊盘,根据你设计的开窗模式,在钢网层上绘制相应的多个小矩形或点阵。删除原始的大矩形开孔。
- 对于电气焊盘,直接修改钢网层上的矩形尺寸,使其比原始焊盘内缩。
- 检查: 仔细检查所有开孔的尺寸、间距和相对位置。
第六步:Gerber文件输出与钢网制作
完成CAD设计后,将钢网层输出为Gerber文件(RS-274X格式是常用标准)。将这些Gerber文件提交给专业的钢网制造商,他们会根据你的设计制作出高精度的激光切割钢网。
第七步:首件检验与优化
拿到钢网后,进行首次试产。
- 印刷效果检验: 使用锡膏检查机(SPI)或目视检查,评估锡膏的印刷质量、锡膏量是否均匀、是否有塌陷或拉尖。
- 回流焊后检查: 检查焊接后的LED是否有虚焊、短路、锡珠、立碑等缺陷。特别要关注热焊盘的空洞率。
- 性能测试: 对焊接好的产品进行电性测试和光性能测试,确保LED工作正常,散热良好。
- 根据结果优化: 如果出现问题,你需要分析原因并调整开孔设计。例如,空洞率过高可能需要进一步优化开窗模式或减少开孔面积;锡珠过多可能需要进一步内缩电气焊盘开孔。
SMT锡膏印刷常见问题及解决方案
在3535 LED的焊接过程中,你可能会遇到一些常见问题。
| 问题现象 | 可能原因 | 解决方案 |
|---|---|---|
| 锡膏量过多 | 钢网开孔过大;钢网厚度过厚;印刷压力过大。 | 缩小钢网开孔尺寸(特别是热焊盘);选择更薄的钢网;调整印刷参数。 |
| 锡膏量过少 | 钢网开孔过小;钢网堵塞;刮刀压力不足;锡膏活性不足。 | 适当增大钢网开孔;定期清洗钢网;增加刮刀压力;检查锡膏储存和使用。 |
| 锡珠 | 锡膏量过多;电气焊盘开孔未内缩或内缩不足;回流焊曲线不当。 | 减少锡膏量;电气焊盘开孔内缩;优化回流焊曲线,特别是预热和回流区。 |
| 短路 | 锡膏量过多;焊盘间距小且开孔未隔离;钢网设计不合理。 | 减少锡膏量;确保焊盘间有足够的阻焊层隔离;优化钢网开孔。 |
| 空洞率高 | 热焊盘开孔面积过大未开窗;锡膏中助焊剂挥发不充分;回流焊曲线不当。 | 采用热焊盘开窗设计(如田字形、点阵);优化回流焊曲线,确保预热充分。 |
| 立碑效应 | 元器件两端焊盘锡膏量不均;回流焊预热区升温过快。 | 确保焊盘开孔对称,锡膏量均匀;调整回流焊曲线,减缓预热区升温速率。 |
| 虚焊/假焊 | 锡膏量不足;焊盘氧化;回流焊温度不足。 | 增大开孔尺寸;检查焊盘洁净度;提高回流焊温度。 |
LED焊接质量提升技巧
除了上述开孔设计,还有一些整体的焊接工艺技巧可以帮助你提升3535 LED的焊接质量。
- 环境控制: 确保SMT车间的温度(22-28°C)和湿度(40-60%RH)在规定范围内,避免锡膏受潮或变质。
- 锡膏选择与储存: 选择适合LED焊接的锡膏类型,并严格按照要求储存和使用锡膏,避免过期或变质。
- 印刷参数优化: 调整印刷机的刮刀速度、压力、脱模速度等参数,确保锡膏印刷的均匀性和一致性。
- 回流焊炉温曲线优化: 根据锡膏特性和LED的耐温要求,设置合理的回流焊炉温曲线,确保预热、恒温、回流和冷却各阶段的温度和时间都达到最佳状态。这对于减少空洞和保证焊点可靠性至关重要。
- 定期维护设备: 定期对印刷机、回流焊炉等设备进行保养和校准,确保设备性能稳定。
你可能想知道的:你可能关心的几个问题
Q1:3535 LED的焊盘开孔尺寸有没有标准推荐值?
A1:没有一个“放之四海而皆准”的标准推荐值。每个LED厂家在数据手册中通常会给出推荐的焊盘图形,但这只是PCB焊盘的建议尺寸。钢网开孔尺寸需要在此基础上,根据你的钢网厚度、锡膏类型、印刷工艺和对空洞率的要求进行优化。对于热焊盘,通常会采用开窗设计,面积控制在原始焊盘的50%-80%。电气焊盘则通常会比原始焊盘内缩0.05-0.1mm。
Q2:热焊盘开孔面积百分比多少合适?
A2:对于3535 LED的热焊盘,通常推荐的开孔面积占原始焊盘面积的50%到80%。具体百分比取决于LED的功率大小、散热要求以及你对空洞率的容忍度。功率越大,对散热要求越高,可能需要略高的覆盖率,但同时也要注意空洞率的控制。最好的方法是在试产中进行验证和调整。
Q3:为什么我的3535 LED焊接后容易出现空洞?
A3:空洞是热焊盘焊接的常见问题。主要原因包括:热焊盘开孔面积过大,未进行开窗设计;锡膏中的助焊剂在回流过程中挥发不充分,气体被困在焊点内部;回流焊曲线设置不当,特别是预热区升温过快或恒温区时间不足,导致助焊剂未能充分挥发。解决办法是优化钢网开孔设计(采用开窗),并调整回流焊曲线。
Q4:钢网的开口形状对锡膏印刷有什么影响?
A4:钢网开口的形状、尺寸和壁面光滑度都对锡膏印刷有很大影响。
- 形状: 圆形开孔比方形开孔更容易脱模。但焊盘通常是方形或矩形,所以我们主要在方形开孔内做文章。
- 尺寸: 尺寸越小,脱模越困难(面积比、长宽比影响)。
- 壁面: 激光切割的钢网壁面光滑度好,有利于锡膏脱模。电抛光处理可以进一步提高壁面光滑度,改善脱模效果。
3535 LED焊盘的开孔设计是SMT焊接成功的关键一步。你需要深入理解LED的封装特性,掌握焊盘开孔的设计原则,特别是热焊盘的开窗策略和电气焊盘的内缩方法。通过精细的设计、严格的工艺控制和持续的优化,你就能生产出高质量、高可靠性的LED产品。希望这些详细的步骤和技巧对你有所帮助!